
Bottle Glossary
|
Bottle Glossary |
| Main Subject Pages |
| Home |
| Dating |
| Typing/Shapes |
|
Glassmaking ▪Makers Marks |
| Colors |
| Finishes & Closures |
| Body & Seams |
| Bases |
| Fragment ID |
|
Glossary ▪Morphology |
| References |
| Links |
| FAQ's |
| About this site |
| Website Map |

HOME: Bottle Glossary
INTRODUCTION
This glossary covers all of the specialized terminology used within this website, as well as many terms not used on this site but which may be encountered elsewhere. Some of the terminology is collector based, some is technical glassmaking jargon, some is a mixture of both, and some is of unknown origin. All pertain to and are useful for a full understanding of historic bottles. Where alternative words/phases describe the same concept, it is noted - like Bore and Orifice. When directly quoted, the source of the definition or information is noted; otherwise the references are not typically noted. This is particularly true if the definition is directly from John R. White's 1978 work on bottle nomenclature published in Historical Archaeology, since this journal article is widely accepted and referenced by historic archaeologists. (Not every term from his list is repeated on this list; only those deemed pertinent).
The terminology and definitions here are a composite of information derived
from an assortment of references, the most important of which include:
McKearin (1941), Scholes (1941), Howard (1950), Scholes (1952), Tooley (1953), Lief (1965), Kendrick (1963, 1968), Toulouse (1969a), Munsey (1970), Switzer (1974), Ketchum (1975), McKearin and
Wilson (1978), White (1978), Berge (1980), Wilson (1981), Miller & Sullivan (1981),
Jones (1986), Creswick (1987), Fike (1987 & 1998), Jones & Sullivan
(1989), Sives (1992), Whitehouse (1993), Wilson (1994), Van den Bossche
(2001), Kaiser (2009). Many other references were variably consulted also. See the References
page for more information.
BOTTLE MORPHOLOGICAL TERMS
Before the moving into the main part of the Glossary, it is useful to have a quick overview of the basic physical features - or morphology - of a typical bottle. A somewhat stylized, "typical" bottle is illustrated on the following page: General Bottle Morphology. Most of the "parts" of a bottle are easier to visualize than describe. Bottle physical characteristic definitions are included on the General Bottle Morphology page as well as below in green below.
GLOSSARY
Click on the pictures to enlarge and on the hyperlinks - where available - for more information and/or a picture or illustration elsewhere within this website. Names in bold italics are specifically covered elsewhere on this page if a user is unsure about the meaning or definition.
ABM
- A commonly used acronym for Automatic Bottle Machine. The term is a short hand
reference to a machine-made bottle as compared to a mouth-blown BIMAL (blown
in mold, applied lip) bottle.
Air venting
(aka "mold air venting")
- Small vent holes in a bottle mold which release pressure and gases from the
mold while the bottle is being blown or expanded. Vent
holes usually leave
small glass "dots" or bumps on the body and sometimes the base of the finished bottle
which are typically
slightly smaller than a pin-head in size. Vented molds tended to
produce bottles with sharper embossing than those made in molds without
venting. See the
Bottle Body Characteristics & Mold Seams page for more information
on air venting.
Anneal
(annealing/annealed) - The gradual
reheating (sometimes) and cooling of hot glass to room temperature in
an oven or lehr (annealing oven or leer) to relieve the stresses in the glass
and make the bottle stable and less prone to breakage.
 Applied color label (ACL)
- A method of labeling, lettering, or decorating a bottle by applying a
mixture of borosilicate glass and mineral or organ pigments (and other substances) with a low
melting point to a bottle through a metal screen and then baking it in a
furnace to form what can appear to be a "painted label." In
later years (mid-1950s), a thermoplastic wax medium was used and resulted
in more versatility and durability. Also referred to as applied color lettering, pyroglazing, pyro,
enameling,
baked enamel labeling, fire-fused, silk screening, painting,
painted, and printing. This style of marking bottles was
most commonly found on soda, milk, and some beer bottles made from 1933
(possibly as early as 1931) up
until today, e.g., Corona™ beer bottles (Giarde 1989; Sweeney et al. 2002;
Tutton 2003; Hoenig pers. comm. 2/2019). An example of a 1946
Mission Beverages soda bottle with an ACL is pictured to the left.
Applied color label (ACL)
- A method of labeling, lettering, or decorating a bottle by applying a
mixture of borosilicate glass and mineral or organ pigments (and other substances) with a low
melting point to a bottle through a metal screen and then baking it in a
furnace to form what can appear to be a "painted label." In
later years (mid-1950s), a thermoplastic wax medium was used and resulted
in more versatility and durability. Also referred to as applied color lettering, pyroglazing, pyro,
enameling,
baked enamel labeling, fire-fused, silk screening, painting,
painted, and printing. This style of marking bottles was
most commonly found on soda, milk, and some beer bottles made from 1933
(possibly as early as 1931) up
until today, e.g., Corona™ beer bottles (Giarde 1989; Sweeney et al. 2002;
Tutton 2003; Hoenig pers. comm. 2/2019). An example of a 1946
Mission Beverages soda bottle with an ACL is pictured to the left.
NOTE: For more information
download the following article recently published on this website:
Lockhart, Bill and Bob Brown (with contributions by Chris Weide and Russ Hoenig).
2019. The Glamorous Applied Color Labels. Historic Glass
Bottle Identification & Information Website, E-published September 2019. A
comprehensive article on the history, processes and use of ACL labeling which
began in the early 1930s. This article is available on this website at:
http://www.sha.org/bottle/pdffiles/ACLArticle2019.pdf
|
|
|
Applied Finish or Lip on an 1876-1886 (Wilson & Wilson 1968) Jesse Moore Bourbon cylinder fifth (San Francisco, CA.) exhibiting some of the typical excess glass flow just below the lower collar. |
Applied finish (or lip) - Also called a "true" applied finish or lip. Applied finishes are a category of finishes where the glass for the finish was "applied" in a separate process after the bottle was severed (wetted or cracked-off) from the blowpipe. (Click applying a string finish to view an illustration of the process of applying this glass.) After the finishing glass was applied to the severed bottle neck - often with additional re-firing to keep the finish soft and workable - it was then "tooled" to form the desired shape and dimensions. Virtually all finishes had some tooling done on them to form desired shapes - even many sheared finishes. What differentiates the applied finish from the tooled finish is the separate application of glass to the neck end; this was not done in the process that produces the tooled finish discussed below. The process of "applying" a finish usually results in some amount of excess glass "dripping" down below the bottom edge of the finish, as shown in the picture to the right. See the applied finish section of the Bottle Finishes & Closures main page for more information.
NOTE: The author of this website has prepared a summary of the mouth-blown bottle finishing methods section on the Bottle Finishes & Closures page which is available as a downloadable and printable (pdf) article entitled: "The Finishing Touch: A Primer on Mouth-blown Bottle Finishing Methods with an Emphasis on "Applied" vs. "Tooled" Finish Manufacturing."
Arbogast patent
- Philip Arbogast (Pittsburgh, PA.) patented a two mold pressing and then
blowing bottle making process which was the precursor to the two mold
machine processes which facilitated the development of semi-automatic and
fully automatic bottle making machines. (Click
Philip Arbogast's
July 11, 1882 patent #260,819 to see the original patent.)
Automatic bottle machine (ABM)
- Refers to a fully automated machine that produces bottles independent of human
supplied labor, i.e., gathers the glass automatically from the furnace,
uses mechanically air pressure to the blow the bottle to shape, and
requires no hand finishing work to form or finish the lip. These bottles are also
sometimes called
Full-Automatic machine produced. The acronym "ABM" is used as a short hand reference
for all machine-made bottles - those produced by the Owens Automatic Bottle
Machine, other fully automated machines, most semi-automatic machines, and
semi-automatic machines converted to fully automatic via a
gob
feeder. The acronym ABM apparently originated from the collectors literature in the early 1960s (Tibbitts 1964).
Baffle mark (aka parison mark) - The seam left on the parison that marks the junction of the baffle plate and the blank mold on a machine-made bottle. Tooley (1953:452) defined it as the "Mark or seam on the bottle resulting from a mold joint between the blank mold and baffle plate." This line is found on the completed bottle in the form of a circle (centered to quite off-centered) on the base which may also extend onto the bottle heel. Like a suction-scar (aka "cut-off scar"), but unlike a valve mark, the baffle mark is joined by ghost seams on two opposite sides (Schulz et al. 2016:523). A particularly bold or bottle integrity affecting baffle mark was considered a manufacturing defect in machine manufacturing and a reason for reworking or adjusting the blank mold/baffle plate interfaces (Ceramic Industry 1949:8).
 Baffle plate - The base plate of the
blank or parison mold
on a bottle making machine. The interface between the baffle plate and
the rest of the parison mold often results in a circular, often off-center
and incised baffle mark on machine-made bottle bases that somewhat
resembles an Owens Automatic Bottle Machine induced
suction scar (Tooley 1953; Schulz et al. 2016; empirical observations).
See the Machine-made section of the
Glassmaking & Glassmakers page for more information.
Baffle plate - The base plate of the
blank or parison mold
on a bottle making machine. The interface between the baffle plate and
the rest of the parison mold often results in a circular, often off-center
and incised baffle mark on machine-made bottle bases that somewhat
resembles an Owens Automatic Bottle Machine induced
suction scar (Tooley 1953; Schulz et al. 2016; empirical observations).
See the Machine-made section of the
Glassmaking & Glassmakers page for more information.
Bail
- That part of a toggle
closure device which is connected to the lever wire and passes over the lid holding
it in place on the bottle or jar. Also called a yoke (White 1978).
A bail is easier to define with a picture than
to describe. Click bail for a picture;
the bail is the vertical metal portion which holds the stopper
in place.
Bakelite - An early - probably the first - thermosetting plastic which made its debut in 1927 as a screw cap closure material though was first patented in 1907 (Berge 1980). This is the first plastic used for bottle closures though was also widely used thousands of other items including phonograph records, billiard balls, telephone and radio cases, and much more.
Ball neck -
A bottle/glass maker term for a relatively narrow, horizontal ring on the neck
of a bottle (Illinois Glass Co. 1906, 1920, 1926). It appears that this
feature was purely decorative in nature. A ball neck is illustrated to the
right on a 1875 to 1885 hair dye bottle which is described on the
Household (non-food) Typology page. Ball necks are most often
encountered on medicine, sauce, pickle and
flavoring extract bottles but can be found on a wide array of other style
types dating from the mid-19th to mid-20th centuries (and even today).
 Bar Bottle
- A fancy, variably decorative specialty bottle intended to be re-filled and re-used indefinitely for
dispensing various types of liquor; see the image to the left. Most
bar bottles were made with colorless (clear)
glass though not exclusively; amber, emerald green, cobalt blue and other
colors have been noted by the author. A bar bottle is generally distinguished from a decanter
in that bar bottles do not have a flanged finish and are clearly
designed to receive a cork rather than a glass stopper, though there are
many exceptions to this (Ketcham 1975). See decanter
below. The bar bottle pictured to the left has a molded swirled
body and dates from around 1900. (Photo courtesy of American Bottle
Auctions.)
Bar Bottle
- A fancy, variably decorative specialty bottle intended to be re-filled and re-used indefinitely for
dispensing various types of liquor; see the image to the left. Most
bar bottles were made with colorless (clear)
glass though not exclusively; amber, emerald green, cobalt blue and other
colors have been noted by the author. A bar bottle is generally distinguished from a decanter
in that bar bottles do not have a flanged finish and are clearly
designed to receive a cork rather than a glass stopper, though there are
many exceptions to this (Ketcham 1975). See decanter
below. The bar bottle pictured to the left has a molded swirled
body and dates from around 1900. (Photo courtesy of American Bottle
Auctions.)
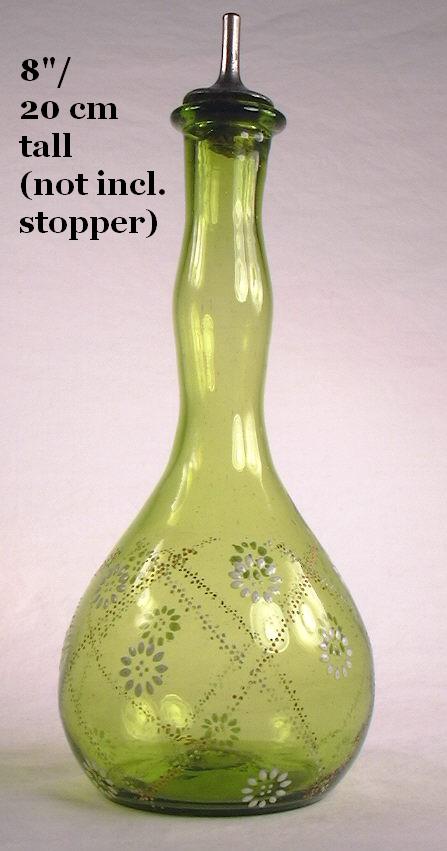 Barber bottles
- A class of decorative, often art glass quality bottles that were used by
barber shops and individuals to hold various hair treatments and products.
Barber bottles were intended to be refilled from other containers and reused
indefinitely. They were produced from the mid-19th century to the
1920s (Ketchum 1975). The picture to the right is of a mouth-blown,
turn-molded, blowpipe pontil scarred example from the late 19th to early
20th century. It has the original "sprinkler" type closure which is
made of metal and cork.
Barber bottles
- A class of decorative, often art glass quality bottles that were used by
barber shops and individuals to hold various hair treatments and products.
Barber bottles were intended to be refilled from other containers and reused
indefinitely. They were produced from the mid-19th century to the
1920s (Ketchum 1975). The picture to the right is of a mouth-blown,
turn-molded, blowpipe pontil scarred example from the late 19th to early
20th century. It has the original "sprinkler" type closure which is
made of metal and cork.
Bare iron pontil - see iron pontil
below.
Base - The
bottom of the bottle; the surface upon which the bottle stands. Any
measurements of the base on this website are of the greatest diameter
(round) or greatest width and depth (non-round). The "resting point"
of the bottle is usually the extreme outside edge of the base. See
General Bottle Morphology pop-up
page. Also see the
Bottle Bases page for a comprehensive overview on the subject.
Base plate
- Base forming portion of a bottle mold. See bottom plate.
Batch - A mixture of raw glassmaking materials
in the correct proportion ready for the melting
pot.
Battledore - A wooden paddle used to flatten portions of a bottle as
it is being hand blown (Hunter 1950).
Bead
- A raised ridge of glass having
a convex section which encircles the neck of a bottle. The term itself
can be applied to any such circle or molding; also a modifier indicating its
specific location, e.g., closure bead, collar bead (or beaded collar), etc. (White
1978). The term is also used to describe a raised ridge located
between the screw-threads and shoulder on many 20th century fruit jars and
which formed the sealing surface for the cap and rubber gasket. Bead is also a type of finish - click
bead finish to view a description within the Finish Types & Styles pages.
The upper closure accepting part of a crown cap finish is a bead.
Beaded seal
- A bottle that makes its seal or
point of maximum contact on a beaded ridge which encircles the bottle neck.
The ridge just below the screw threads and cap on a
Ball® Perfect Mason fruit jar is a beaded seal. The rolled top portion of a
crown top finish
could also be considered a beaded seal (see
crown top picture below).
Beveled edge
A term used in describing typically rectangular or square bottle shapes, this is a
narrow flattened edge between two wider flat, perpendicular sides of a bottle.
Click
bottle bases for a picture that includes two bottles with beveled edges: the
rectangular bottle in the middle and the square one to the right.
BIMAL
- Acronym for "Blown in Mold, Applied Lip." The term is a short hand
reference for virtually any mouth-blown bottle, as versus
ABM bottles
(Automatic Bottle Machine).
Bird swing - This is actually a
glass makers term which refers to a bottle making flaw of a thread or bridge of glass on
the inside of a bottle
running from one side to another (Ceramic Industry 1949:21). This is a function of the hot glass
sticking to itself during the parison expansion
forming a bridge across the interior of the bottle as it expanded. Click
close-up of a "bird swing" to view
such inside of a small, ball neck hair dye bottle from the 1875 to 1885 period.
This particular example (entire bottle shown above next to Ball neck)
actually formed a thin membrane or shelf of glass that adhered to three sides of
the bottle - the two wide sides and one narrow side. Sometime after the
glass cooled and hardened, much of the thin membrane broke (the right side of
the flaw) leaving a relatively thick strand still remaining which bridges
between the two wider bottle sides. In the authors experience, most bird
swings are more a thick thread of glass spanning opposite sides, though they can
vary a lot in detail. It is most commonly found in mouth-blown bottles but does
rarely show up in machine-made bottles also (Ceramic Industry 1949:21).
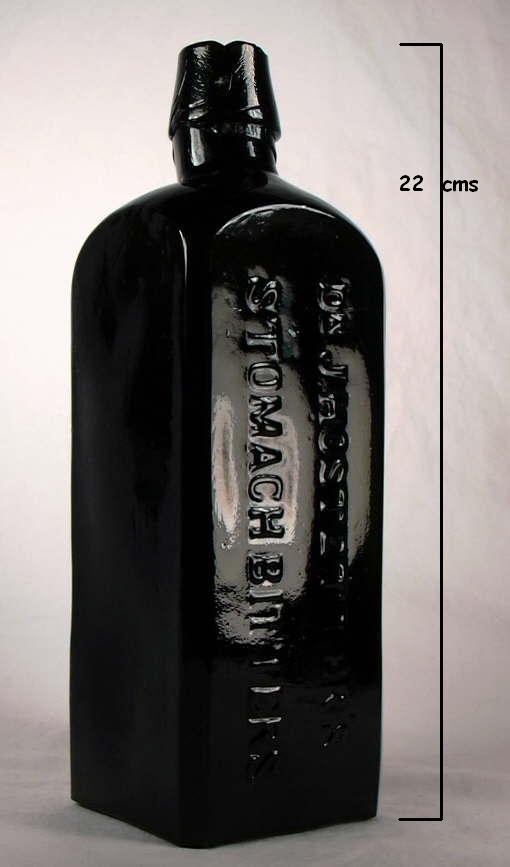 Bitters
- A class of patent or proprietary medicines, usually containing ethyl
alcohol - often in ample quantity. Bitters as a class were very popular during the
19th and early 20th centuries for the perceived medicinal qualities of the
product. The term is also used for the category of
historic bottles with the word "bitters" embossed on them. i.e., "bitters bottles."
The image to the left shows an earlier (1860s) example of what was probably
the most popular and widely distributed mid-19th century bitters
bottle - DR. J. HOSTETTER'S / STOMACH BITTERS. (See picture to the
left.)
Bitters
- A class of patent or proprietary medicines, usually containing ethyl
alcohol - often in ample quantity. Bitters as a class were very popular during the
19th and early 20th centuries for the perceived medicinal qualities of the
product. The term is also used for the category of
historic bottles with the word "bitters" embossed on them. i.e., "bitters bottles."
The image to the left shows an earlier (1860s) example of what was probably
the most popular and widely distributed mid-19th century bitters
bottle - DR. J. HOSTETTER'S / STOMACH BITTERS. (See picture to the
left.)
Black glass
- The term used to describe very dark, typically thick olive amber or olive
green (sometimes just amber) glass. Black glass usually must be held up to a
bright light to see the true color. This color was most commonly used on pre-1800 up
to the 1880s bottles used for spirits, beer, porter, ale and similar fermented
beverages though still received some use well into the 20th century on ale
and some soda bottles. See the Bottle/Glass Colors page.
The Hostetter's Stomach Bitters bottle to the left is black glass
and dates from about 1865 to 1870.
Blank mold
- See parison mold below.
Blister
- Glassmaker term for a large air bubble in the glass. See definition for
bubbles
below.
Blob or Blob-top
- The term for a relatively large class of one-part finish types that are rounded
on the outside surface and "blob-like." This finish was commonly utilized
from the mid 19th through early 20th centuries on bottles that
held carbonated beverages like soda and beer. The blob finish formed a
good anchor for wiring down the cork or stopper. The term is also used to
describe certain styles of soda a beer bottles - i.e., "blob-top soda".
For more information, click
blob finish to view the description of this finish
within the Bottle Finish Types & Styles
pages.
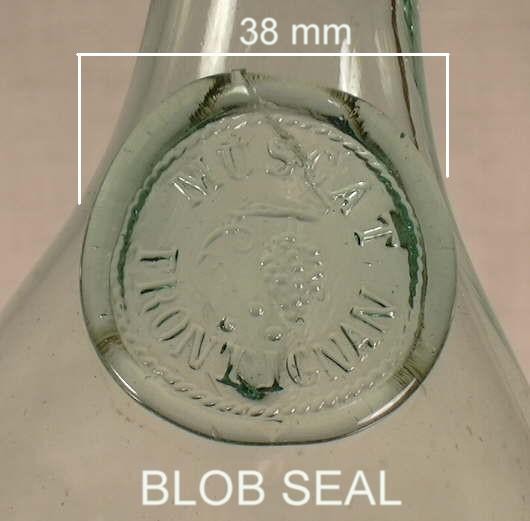 Blob seal - A typically
round or oval pad or disk of glass usually found on the body or shoulder (rarely
the neck or base) of a bottle which was impressed with a stamp
while hot to form lettering or designs pertinent to the bottled product
or, in earlier times (prior to the mid-19th century), the ownership of the bottle
itself (Dumbrell 1983).
Blob seals were created much like a stamp used to impress sealing wax on
a letter or document. Also called a "prunt" (Jones & Sullivan
1986) or simply a "seal" these were most common on
mid-17th through mid-19th century wine bottles, though used on a wide
variety of other bottle types. Seals were used occasionally into
the early 20th century (until at least the 1920s) on some very late mouth-blown
bottles - typically of foreign manufacture (empirical observations).
The picture to the right is of a blob seal on a mid-19th century European free-blown
"Muscat" wine bottle. Click
1727 seal to see a close-up of a dated blob seal. The term
"blob seal" likely has its origin in collector jargon.
Blob seal - A typically
round or oval pad or disk of glass usually found on the body or shoulder (rarely
the neck or base) of a bottle which was impressed with a stamp
while hot to form lettering or designs pertinent to the bottled product
or, in earlier times (prior to the mid-19th century), the ownership of the bottle
itself (Dumbrell 1983).
Blob seals were created much like a stamp used to impress sealing wax on
a letter or document. Also called a "prunt" (Jones & Sullivan
1986) or simply a "seal" these were most common on
mid-17th through mid-19th century wine bottles, though used on a wide
variety of other bottle types. Seals were used occasionally into
the early 20th century (until at least the 1920s) on some very late mouth-blown
bottles - typically of foreign manufacture (empirical observations).
The picture to the right is of a blob seal on a mid-19th century European free-blown
"Muscat" wine bottle. Click
1727 seal to see a close-up of a dated blob seal. The term
"blob seal" likely has its origin in collector jargon.
Block
- A typically wooden (usually apple or cherry, but sometimes iron) form, hollowed out on one side
for the bottle body and with a groove for the blowpipe, used in the process
of hand blowing glass to give symmetrical form to a bottle; a process called
"blocking." Bottles
produced with a block are always round in cross-section and hard to
differentiate from a purely free-blown bottle. The block was usually
kept wet with water or oil to keep the wood from igniting, to facilitate
smooth movement of the glass on the block surface (Kendrick 1968). The
marver (flat surface) was used in a similar way as a block
(hollowed out cavity) in the forming of a bottles shape without a mold or
prior to the use of a mold. A
dip mold could also be considered a type of block or block mold; see the dip mold
discussion on the
Bottle Bases page.
Block mold - Alternative name for the
parison mold on a
press-and-blow machine which
was largely a one piece "block" (Miller
& Morin 2004).
Blow-and-blow process - A
machine-made bottle forming process where the parison is blown
in both the parison mold and blow mold.
The most common automated production process or cycle used for bottles, particularly those with
narrow necks. Also see press-and-blow process.
Blow mold
- The mold within which the parison (slightly inflated gob of
glass) is expanded into the final shape of a bottle. For mouth-blown
bottles this is usually the only mold used. With semi-automatic and
fully automatic bottle machines, the blow mold is the second - and usually
final - mold used after the initial parison mold. This second
machine mold is also referred to as a "finishing mold" (Munsey 1970) or a
"forming mold" (Holscher 1953).
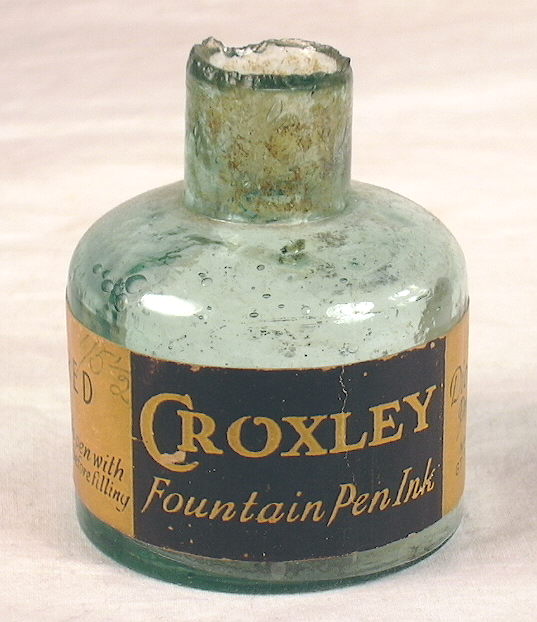 Blow-over
- A process (see
burst-off) as well as a mold type where the entire bottle - base, body, neck, and finish - are
formed within a mold which extends a short distance beyond the top of the
finish. Once the bottle is removed (usually burst-off) from the blowpipe and the mold, the rough glass
surface on the top of the finish is usually (but not always) ground down to
achieve a smooth surface (Jones & Sullivan 1989). Also used in
reference to "A bottle finished by grinding the mouth on a stone as
(with) fruit jars" (Bridgeton Evening News 1889). A typical item blown
in this type of mold were canning jars with either external screw threads
(e.g.,
Mason jars) or some other type of closure needing a flat sealing surface
(e.g.,
Lightning jar). The term blow-over also refers to a finish that
was made in this type of mold, i.e., a blow-over - aka burst-off
- finish. The small early 20th century English ink bottle pictured to
the left has a sharp burst-off finish and was blown in a
blow-over mold. Click
closed mold to view an illustration of a mold that would have been used
for the blow-over method. Click on the following link to see an
amazing film clip from the early 20th century showing glass blowers using
the blow-over and burst-off method of detaching the blowpipe:
Early 20th century
mouth-blown bottle making film clip.
Film clip is compliments of the
Owens-Illinois Glass Company. (Many thanks to Phil Perry, engineer with
that company.)
Blow-over
- A process (see
burst-off) as well as a mold type where the entire bottle - base, body, neck, and finish - are
formed within a mold which extends a short distance beyond the top of the
finish. Once the bottle is removed (usually burst-off) from the blowpipe and the mold, the rough glass
surface on the top of the finish is usually (but not always) ground down to
achieve a smooth surface (Jones & Sullivan 1989). Also used in
reference to "A bottle finished by grinding the mouth on a stone as
(with) fruit jars" (Bridgeton Evening News 1889). A typical item blown
in this type of mold were canning jars with either external screw threads
(e.g.,
Mason jars) or some other type of closure needing a flat sealing surface
(e.g.,
Lightning jar). The term blow-over also refers to a finish that
was made in this type of mold, i.e., a blow-over - aka burst-off
- finish. The small early 20th century English ink bottle pictured to
the left has a sharp burst-off finish and was blown in a
blow-over mold. Click
closed mold to view an illustration of a mold that would have been used
for the blow-over method. Click on the following link to see an
amazing film clip from the early 20th century showing glass blowers using
the blow-over and burst-off method of detaching the blowpipe:
Early 20th century
mouth-blown bottle making film clip.
Film clip is compliments of the
Owens-Illinois Glass Company. (Many thanks to Phil Perry, engineer with
that company.)
 Blowpipe - A
long, narrow, hollow iron or steel tube used for glassblowing which was
first used in Asia Minor by the 3rd century B. C. (Hunter 1950).
The blowpipe was often referred to as just the "tube" by early glassmakers
(Hemingray 1860). Blowpipes averaged 4 to 7 feet in length, 1/2" to 1"
in diameter for most of its length (occasionally larger for larger bottles
and window glass), and were
usually tapered to a mouthpiece on
one end and slightly enlarged on the glass working end (Hunter 1950; Wilson
1994).
The glassworker blows through the mouthpiece end of the pipe to expand a
gather of
glass on the other "gathering head" end of the pipe. The gathering
head was a thicker section of ferrous alloy pipe (something resistant to
oxidation) welded onto the pipe end. Blowpipes usually had a rubber
covered section near the mouthpiece end for the glassworker to gain a better
grip for more power when turning the pipe - something that had to be done
continuously with the relatively fluid hot glass (Scholes 1952). As
noted below, the blowpipe in the early days was also frequently used as the
pontil rod.
Blowpipe - A
long, narrow, hollow iron or steel tube used for glassblowing which was
first used in Asia Minor by the 3rd century B. C. (Hunter 1950).
The blowpipe was often referred to as just the "tube" by early glassmakers
(Hemingray 1860). Blowpipes averaged 4 to 7 feet in length, 1/2" to 1"
in diameter for most of its length (occasionally larger for larger bottles
and window glass), and were
usually tapered to a mouthpiece on
one end and slightly enlarged on the glass working end (Hunter 1950; Wilson
1994).
The glassworker blows through the mouthpiece end of the pipe to expand a
gather of
glass on the other "gathering head" end of the pipe. The gathering
head was a thicker section of ferrous alloy pipe (something resistant to
oxidation) welded onto the pipe end. Blowpipes usually had a rubber
covered section near the mouthpiece end for the glassworker to gain a better
grip for more power when turning the pipe - something that had to be done
continuously with the relatively fluid hot glass (Scholes 1952). As
noted below, the blowpipe in the early days was also frequently used as the
pontil rod.
Blowpipe pontil scar or mark
- Also known as an open pontil or "tubular pontil"
(White 1978). This is a distinctive round,
sharp, and hollow "life-saver" shaped disk of glass on the base of
a bottle
which was usually formed when one end of the blowpipe itself was used for
the pontil rod. Click on
blowpipe pontil to view a picture.
Please see the
Bottle
Bases page for more information on this and the other different
types and variations of pontil scars and how to differentiate them from each
other. The image to the right above is of a blowpipe pontil on an 1840s New England
liquor flask.
 Bocca - An opening in the side of the furnace through which the pot
is placed in the furnace. The glass batch is placed in the pot from which
the gather is taken. The image to the left (from a late 19th
century trade card) shows glass workers making gathers from the bocca on the
side of a glass furnace.
Bocca - An opening in the side of the furnace through which the pot
is placed in the furnace. The glass batch is placed in the pot from which
the gather is taken. The image to the left (from a late 19th
century trade card) shows glass workers making gathers from the bocca on the
side of a glass furnace.
Body
- The main content containing portion of the bottle, which lies between the shoulder and
heel
(insweep). See the
Bottle Body & Mold Seams page for much more information on bottle bodies.
Also see the
General Bottle Morphology page for an illustration.
Bottle
- As used on this website, a
bottle is a glass container that was used to contain some product or
substance. A bottle has a bore and/or neck which are significantly
smaller in diameter than the body diameter. See jar
below.
Bottle glass green
- The natural aquamarine color of bottle glass resulting from the presence
of iron oxides in the sand (White 1978). See the Bottle/Glass
Colors page.
Bottom hinge mold
- A two-piece mold that his hinged together at the bottom - base portion -
of the mold. See hinge mold.
Bottom plate
- Also know as a base plate, this is the separate mold section that formed most or all of the base of a bottle.
White (1978) defined it as "The shallow depression in the bottom of
machine-made bottles and jars designed to allow for stability..."
which is really the effect produced on a bottle by the bottom plate. Most bottle molds usually had a separate
base plate which resulted in either a
cup-bottom or post-base conformation on the resultant
bottle. Hinge molds, and the key mold variant of the
hinge mold, did not have a separate bottom or base plate. In
machine-made bottle manufacturing, the bottom plate - or simply
"plate" - is the base of the machines blow mold.
Bore
(orifice) - The opening from which the bottle contents are accessed.
Also called the aperture, orifice, opening, throat, or mouth of the bottle.
See the
Bottle Finishes page for much more information on finishes and finish parts.
Also see the
General Bottle Morphology page for an illustration.
 Bubbles
- Variably sized and shaped air or gas pockets in the glass; see the image
to the right which shows hundreds of bubbles in a liquor bottle. Bubbles
is likely a collector based term, though it is quite visually descriptive
and is used on this site. Bubbles are also referred to as seeds
(small bubbles) or blisters (large bubbles) in the glassmaking industry
(Tooley 1953). The term seeds is used in reference to very
small bubbles, i.e., "seed bubbles".
Bubbles
- Variably sized and shaped air or gas pockets in the glass; see the image
to the right which shows hundreds of bubbles in a liquor bottle. Bubbles
is likely a collector based term, though it is quite visually descriptive
and is used on this site. Bubbles are also referred to as seeds
(small bubbles) or blisters (large bubbles) in the glassmaking industry
(Tooley 1953). The term seeds is used in reference to very
small bubbles, i.e., "seed bubbles".
Burst-off
- This process variation of the cracked-off finish. It is formed as follows - "Hot
glass is mouth-blown into a mould until it fills the mould. Continued
blowing results in a thin bubble of glass expanding over the mould.
This is easily burst, leaving the object with a jagged top" (Jones &
Sullivan 1989). Burst-off finished bottles were blown in a blow-over
or blow-back mold. The diagnostic characteristics that differentiate this
from the cracked-off finish are covered in the cracked-off finish
description on the
Bottle Finishes & Closures page.
Click English ink
bottle for a picture of
a late 19th century English ink with a burst-off finish. Click on the
following link to see an amazing film clip from the early 20th century
showing glass blowers using the burst-off method of detaching the blowpipe:
Early 20th century
mouth-blown bottle making film clip.
Film clip is compliments of the
Owens-Illinois Glass Company. (Many thanks to Phil Perry, engineer with
that company.)
 Ca.
- Abbreviation for "circa", meaning approximately. Used on these pages
to denote an approximate age or age range, i.e., ca. 1850-1860.
Ca.
- Abbreviation for "circa", meaning approximately. Used on these pages
to denote an approximate age or age range, i.e., ca. 1850-1860.
Calabash
- A large, gourd, or pear shaped bottle (also called flasks), popular during the mid 19th century - 1850-1870.
Period bottle makers sometimes called them "globe bottles" (Wilson 1994). The name presumably originates from the
resemblance of these bottles to the hard shelled, gourd-like fruits of the
tropical American "calabash tree" - Crescentia cujete
(Gilman & Watson 1993). The image to the left is of a calabash bottle/flask
from the 1850s which is described more fully on the
Liquor/Spirits Bottles typology page.
Canning jar
- Glass jar in which food is preserved at home, typically having a wide mouth for
access and some type of (hopefully) air tight closure. Canning jars
are also largely round in cross-section, though there are some square and
multi-sided jars. Click
HERE for a picture of a typical 20th century example. Also called
a fruit jar, though canning jar is the preferred
term on this website since it is more embracing, though both terms may be
used interchangeably.
Capsule
- A lead or tinfoil (or in more recent years - plastic) secondary cover
closure used to cover the closure and finish of a bottled product.
Most familiar today on wine and champagne bottles to cover up the cork help prevent seepage and/or evaporation of the contents.
Click
capsule for a picture of one on a Ferro-China-Berner Tonic bottle
that dates from the early 20th century.
Carboy
- A much larger than usual (several quarts to 10 gallons or more) bottle which is typically
round or cylindrical and used for bulk liquid storage. Carboys were
often covered with woven wicker or enclosed in a wooden box to protect the
bottle. Also called a demijohn. See the
Carboy/Demijohn section of the "Miscellaneous Bottles" typology page.
 Case bottle
- A square bottle which was designed to pack
efficiently together in a packing box or "case." A common use of this term is in
reference to square gin bottles, i.e., "case gin" - a mid-19th
century example of which is pictured to the right. Case gins are
covered in more depth at this link:
Case Gin section of the Liquor/Spirits bottle typology page.
Case bottle
- A square bottle which was designed to pack
efficiently together in a packing box or "case." A common use of this term is in
reference to square gin bottles, i.e., "case gin" - a mid-19th
century example of which is pictured to the right. Case gins are
covered in more depth at this link:
Case Gin section of the Liquor/Spirits bottle typology page.
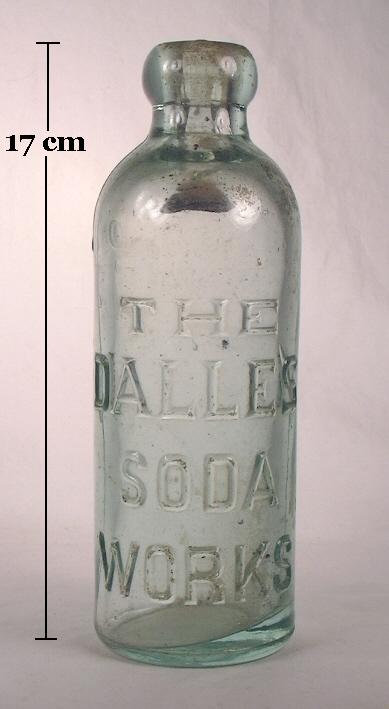
Case wear
- Wear to the high points of the embossing, sides of a bottle, and/or the
base from the bottles contact with neighboring bottles while being
transported or otherwise handled in cases. Case wear is most common on
soda/mineral water and beer bottles which were usually re-used many times.
Click on
The Dalles Soda Works to see a Hutchinson soda bottle that exhibits
case wear on the high points of the embossing - a common location for such.
Casing (aka "plating") - The process
of encasing or layering two or more layers of colored and/or colorless
glass, to make "cased, "plated," or "flashed" glass (Wilson 1994). See
flashing.
Chair - The name for a wooden bench with
two parallel horizontal arms at which the glassblower (gaffer)
works. Kendrick's 1968 book contains excellent pictures of chairs
taken at a Mexican glass factory still using 19th century methods.
"Chair work" was a term for the bottle making hand processes done while
using the chair for mouth-blown bottle production (Kendrick 1968).
The term "chair" was also a synonym for the
shop. Click
chair use to view an illustration of a chair in use. Click
"chair" used for modern day art glass production to see a modern example
of a chair in use by a Canadian glassblower. (Photo courtesy of Bill
Lockhart) The arms of glassmakers chairs were often either of metal
(like in the linked photo) or at least covered with metal to resist the heat
of the blowpipe which was rolled on those arms.
Check - A tiny crack, usually caused
by contact of hot glass with a cold surface (Scholes 1941).
Chestnut flask
- An early American (1780-1830) free-blown and laterally compressed style of flask,
typically produced by early New England glass factories (McKearin & Wilson
1978). Click
chestnut flask for a picture.
Chill marks
- Irregular, often undulating, wrinkles or ripples on the surface of bottles
(or other glassware) usually caused by a cold metal mold or the action of a
pressing plunger (Wilson 1994), as in the case of bottles made in a
press-and-blow machine. This is particularly often seen on the neck of
press-and-blow, machine made milk bottles from the 1910 to 1940s era
(empirical observations). See the discussion about this feature on
milk bottles on the
Food Bottles & Canning Jars page.
Clapper
- Tool used in glassmaking to shape objects.
Closed
mold - A type of mouth-blown bottle
mold where the base, body, shoulder, neck, and some/all of the finish
conformation was molded - at least in part. This is as compared to an open mold
which formed the base, body, and usually (depending on the era) the shoulder and
some/all of the neck. The finish and sometimes upper portion of the
neck was not formed by the mold, but rather by the tooling of the
terminal neck glass or post-blowpipe applied glass. References
(primarily Kendrick 1963) that use these terms are somewhat confusing.
Among other questions this author is not sure if a dip-mold is considered a
primitive open mold? Whether a closed mold is a pertinent term for both
mouth-blown molds and machine molds that form most of the form of a bottle?
Also, whether a "full-size" mold (McKearin & Wilson 1978) is the same as an
open or closed mold? Generally, neither term is used on this website;
instead, the specific types of molds, finish, and other molding details are
used.
Closure
- A "device" such as a cork, stopper, lid, or cap used to seal a bottle.
See the
Bottle Closures page.
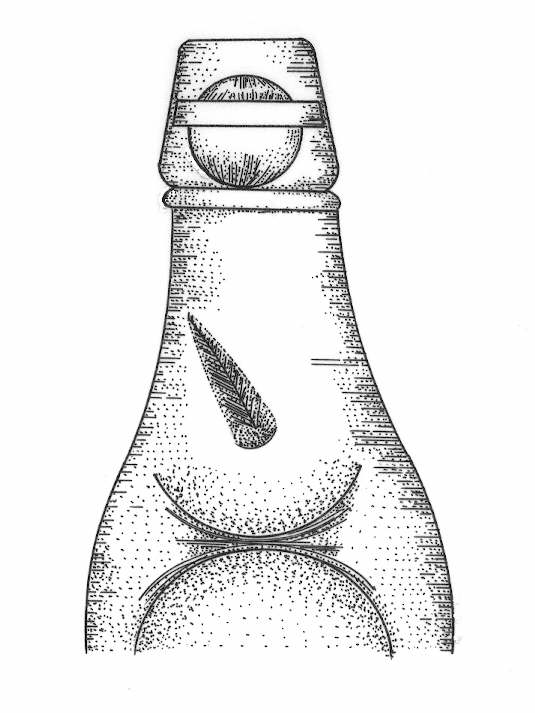 Codd stopper
- Internal closure intended for a carbonated product (usually
soda or mineral water) where the
carbonation pressure forces an enclosed glass marble against a rubber gasket
inside the bore to seal the
bottle. The illustration to the left is of the upper part of a Codd
closured soda bottle with the marble in the sealing position inside the
finish. See
Bottle Closures page.
Codd stopper
- Internal closure intended for a carbonated product (usually
soda or mineral water) where the
carbonation pressure forces an enclosed glass marble against a rubber gasket
inside the bore to seal the
bottle. The illustration to the left is of the upper part of a Codd
closured soda bottle with the marble in the sealing position inside the
finish. See
Bottle Closures page.
Collar -Used often to
denote the lower part of a two part finish, i.e., the
finish portion which lies immediately below the
lip or upper finish part (see finish
below). Some use the term collar to refer to the upper portion of a two
(or more) part finish or even to the entire finish if it is composed of only one
part (U. S. Patent Office 1875). The terms "string rim", "lower part", or ring are also used to
refer to what is called a collar here. See the
Bottle Finishes page for more information on finishes and finish parts.
Also see ring below. This is one of many variably and
confusingly used terms regarding finishes. Also see
the
General Bottle Morphology page for an illustration.
Collector jargon
- Descriptive bottle related terminology which is collector based or
originated.
Examples include "slug plate" for the typically embossed plate area of plate
mold produced bottles and the generic use of the term "applied lip" for all
non-machine-made bottles. Collector jargon will be noted where it is pertinent
to do so.
Continuous thread or screw-thread
- See screw-thread (outside) below.
 Cork
- A tree bark (Quercus
suber) utilized to produce a very functional
bottle closure which is still in use today for wine and occasional other
products. In collector jargon it is a term
used for the lip or finish itself - i.e., "a cork top" bottle.
To the right is a picture of an early 20th century (ca. 1900-1910) beer
bottle with the original cork in place and the wire closure
still present.
Cork
- A tree bark (Quercus
suber) utilized to produce a very functional
bottle closure which is still in use today for wine and occasional other
products. In collector jargon it is a term
used for the lip or finish itself - i.e., "a cork top" bottle.
To the right is a picture of an early 20th century (ca. 1900-1910) beer
bottle with the original cork in place and the wire closure
still present.
Cork press
- Hand tool designed to squeeze a cork into the desired shape for use as a
closure. Click
cork press for a picture of an ornate late 19th century cork press.
Cover groove
- A groove on
top of the closure or lid that receives the bail. It keeps the closure
from slipping (White 1978). This feature is particularly common on
Lightning type fruit jars. Click
Lightning lid for a close-up picture
of the cover groove on a late 19th century Lightning fruit jar.
Cracked-off
(cracking off) - A process of removing the blowpipe from the bottle.
Cracking or wetting off entails "...scoring the glass near the blowpipe with a wet file
or other tool to create a localized thermal tension. A sharp tap on
the blowpipe detaches the glass object. The crack-off surface is flat
and uneven with sharp, often jagged edges..." (Jones & Sullivan 1989).
Cracked-off is also a type of finish; click
cracked-off finish to view the description of this finish on the Bottle
Finish Types & Style page. Click
scroll flask finish to see a picture of a cracked-off finish. Other terms for this finish include "break-off", "burst-off", and
"wetted off"; see wetting off below. Also, see the
cracking-off and shearing section of the main Bottle Finishes & Closures
page.
Crazing (aka "crazing lines") - An grouping of short fissures or
checks most commonly
found in and/or immediately adjacent to the finish (i.e., upper neck) of an
true applied finish bottle, though can also be
found rarely in some tooled finishes. It results from the heat differential
between the hot applied finishing glass and the cooler neck glass.
Click
crazing marks to view an image of a bottle neck/finish with crazing evident.
|
|
|
Finish designed to accept the crown cap, i.e., a crown cap finish. |
Crown top or cap - Metal cap used as a closure on primarily beer and soda bottles and still widely in use with the same dimensions as when patented in 1892. Also a type of bottle finish that takes a crown cap. The image to the left is of a crown cap finish without the cap in place. Click on Bottle Finish Types page to view the section of those pages which covers this finish type.
Cullet - Waste or recycled crushed
glass added to new glass batches - reportedly up to a quarter of the volume
- as a flux as its addition would lower the batch melting point as well as recycle a
useful product (Bridgeton Evening News 1889; New York Herald 1910; Hunter 1950). The term
apparently comes from the French word cueillette meaning a gathering,
a picked-up lot, a collection (Trowbridge 1870).
Cup-bottom (or cup-base) - This
refers to a bottle base configuration formed from a mold base plate which was shaped
like a very shallow and wide "cup" (actually more bowl shaped) and
formed the entire conformation of the bottle base. The mold types
which produced this base orientation are referred to as a cup-bottom
mold (Toulouse 1969b; Munsey 1970) or cup-base mold -
both terms are used on this website. Bottles formed with this type mold have a horizontal seam mark at or just above
and encircling the heel of the bottle and the side mold seams do not extend
around the heel onto the bottle base. Click on
early 20th century malt tonic bottle to see an example of a cup-bottom
mold produced bottle with the mold seams pointed out. Chronologically,
this type mold
was used more commonly after the post-bottom or post-base
mold, but that is variable depending on
the type of bottle. Click on
Bottle Bases
to view the section of that page that covers this subject in much more depth
including illustrations.
Cup-bottom mold (cup-base mold) - See
entry above.
Cure - A patent or proprietary medicine that claimed to eliminate one or more
diseases. The use of the word "cure" was substantially curtailed after
passage of the Pure Food and Drugs Act of 1906 and the Sherley
Amendment in 1913 dealing with fraudulent advertising claims. Thus, bottles
with the word "cure" embossed (or on the label if present) will
virtually always date prior to 1913 (Agee 1969). "Cure" or "cures" is
also a collector term for the category of bottles with the word "cure"
embossed on them.
Date line
- From White (1978) in reference to the vertical side mold seam on a
bottle and the ability to date a bottle based on the height of the seam line.
The concept dates from Grace Kendrick's 1963 book The Antique Bottle
Collector. This is a dated and misleading term as it is well understood
now that the height of the vertical side mold seam is at best a poor
indicator of the age of a bottle. Click
mold seam dating "thermometer" to view a discussion of this "myth."
 Decanter
- A typically highly decorative, indefinitely re-useable bottle (i.e., a
specialty bottle) made typically for dispensing liquor or wine.
Decanters were usually made from colorless glass, though colored glass is
not uncommon as the image to the right shows. Decanters are
distinguished from a bar bottle by a decanter having a
flanged or flared lip/finish and being sealed with a glass stopper (Ketchum
1975). The decanter pictured to the right is of mid-19th century manufacture and features beautifully colored
glass, a flared finish and a glass stopper. (Photo courtesy of
American Bottle Auctions.) Also see bar bottle.
Decanter
- A typically highly decorative, indefinitely re-useable bottle (i.e., a
specialty bottle) made typically for dispensing liquor or wine.
Decanters were usually made from colorless glass, though colored glass is
not uncommon as the image to the right shows. Decanters are
distinguished from a bar bottle by a decanter having a
flanged or flared lip/finish and being sealed with a glass stopper (Ketchum
1975). The decanter pictured to the right is of mid-19th century manufacture and features beautifully colored
glass, a flared finish and a glass stopper. (Photo courtesy of
American Bottle Auctions.) Also see bar bottle.
Decolorizing
- Decolorizing is in essence neutralizing the effects of the iron and
carbonaceous impurities in the glass mix or batch to obtain
colorless (clear) glass. This is typically done by adding selenium, manganese
dioxide, and/or arsenic
to the batch though there are other methods. Early glassmakers
referred to such substances - particularly manganese - as "glassmakers'
soap" due to the ability of these chemicals to "cleanse" or neutralize the
natural impurities (particularly iron) in the sand used for making glass. See the
colorless glass description on the Bottle/Glass Colors page.
Demijohn
- A larger than usual (several quarts to many gallons) bottle which is typically ovoid
or bladder shaped. See carboy.
Also see the
Carboy/Demijohn section of the "Miscellaneous Bottles" typology page.
Deposition lag
- (aka "time lag") A significant time span between manufacture, use, and discarding
of an item.
Used here in reference to a bottle being thrown away long after it was
manufactured. As an example, it is common to find the fragments
of canning jars manufactured during the mid to late 19th century in dumps or
deposits that date well into the 20th century; the jar only being thrown away when broken after decades of
use.
Devitrification - An alternative term
for the processes and appearance of weathered glass, i.e. "to
deprive of glassy luster and transparency; especially
to change from a vitreous to a
crystalline condition" (Merriam-Webster Online 2009). See
patination.
Dimple
- The small molded depression or hole on the bottle neck into which the lever wire
of a toggle closure device is hooked (White 1978). This is another bottle
feature that is easier to picture than describe - click
dimple to view
a picture of this.
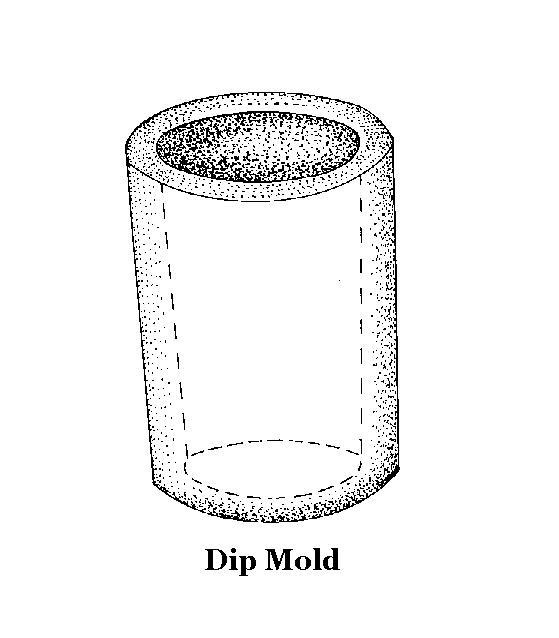 Dip mold - A one (or sometimes 2 or 3) piece bottle mold which forms the base and body of a bottle but
which is open at the shoulder (mold ends). A dip mold also has a slight
narrowing taper from shoulder to
base to facilitate removal of the expanded gather of glass. The body
and base of the bottle are formed in the mold whereas the shoulder, neck,
and finish were formed by blowing and tooling, as in the case of free-blown
bottles. Dip mold bottles often slightly bulge at the shoulder where
the mold ended. Click
dip mold ale to see a close-up picture of a dip mold bottle shoulder.
Click
modern art glass dip molds to see examples of such which - though not
used for bottle production - are identical in form and function to those
used for bottles in the 19th century and before. (Photo courtesy of
Bill Lockhart.) Dip mold bottles almost always date no later than
about 1860 (Deiss 1981). See the dip mold discussion on the
Bottle Bases page. (Note: A type of dip mold was also used
with press-and-blow machines as the parison mold
(Miller & Morin 2004). However, when as used on this website, dip mold
is always in reference to mouth-blown bottles as described above.)
Dip mold - A one (or sometimes 2 or 3) piece bottle mold which forms the base and body of a bottle but
which is open at the shoulder (mold ends). A dip mold also has a slight
narrowing taper from shoulder to
base to facilitate removal of the expanded gather of glass. The body
and base of the bottle are formed in the mold whereas the shoulder, neck,
and finish were formed by blowing and tooling, as in the case of free-blown
bottles. Dip mold bottles often slightly bulge at the shoulder where
the mold ended. Click
dip mold ale to see a close-up picture of a dip mold bottle shoulder.
Click
modern art glass dip molds to see examples of such which - though not
used for bottle production - are identical in form and function to those
used for bottles in the 19th century and before. (Photo courtesy of
Bill Lockhart.) Dip mold bottles almost always date no later than
about 1860 (Deiss 1981). See the dip mold discussion on the
Bottle Bases page. (Note: A type of dip mold was also used
with press-and-blow machines as the parison mold
(Miller & Morin 2004). However, when as used on this website, dip mold
is always in reference to mouth-blown bottles as described above.)
 Disk pontil
- This is a variation of the
sand pontil scar which only adhered to the indented bottle base
on the outside edges of the pontil rod head (or the glass gathered onto the
pontil rod head) not to the majority of the pontil rod head/glass gather
area (Van den Bossche 2001). The disk pontil scar typically is a large
circular (or oval, sometimes irregular) scar comprised of small chunks of
glass adhering to the bottle base interspersed with portion that are
essentially chipping of the bottle base where the rod was broken away.
Click
disk pontil close-up to see a disk pontil scar on the base of an
American made figural (pineapple shaped) bitters bottle dating from
the 1850s or early 1860s. This subcategory of pontil scar is somewhat
similar to, but usually much bigger than, the blowpipe pontil scar
which is typically about the size of bottle bore. Users should
reference the
pontil scar or mark portion of the
Bottle Bases page for examples
of the different types and variations of pontil scars, as well as
descriptions of how they were formed.
Disk pontil
- This is a variation of the
sand pontil scar which only adhered to the indented bottle base
on the outside edges of the pontil rod head (or the glass gathered onto the
pontil rod head) not to the majority of the pontil rod head/glass gather
area (Van den Bossche 2001). The disk pontil scar typically is a large
circular (or oval, sometimes irregular) scar comprised of small chunks of
glass adhering to the bottle base interspersed with portion that are
essentially chipping of the bottle base where the rod was broken away.
Click
disk pontil close-up to see a disk pontil scar on the base of an
American made figural (pineapple shaped) bitters bottle dating from
the 1850s or early 1860s. This subcategory of pontil scar is somewhat
similar to, but usually much bigger than, the blowpipe pontil scar
which is typically about the size of bottle bore. Users should
reference the
pontil scar or mark portion of the
Bottle Bases page for examples
of the different types and variations of pontil scars, as well as
descriptions of how they were formed.
Dish base
- A concavity in the base of a bottle which is somewhat shallower than a
push-up or kick-up (White 1978).
Double-Stamped - See Ghosting below.
Down-tooled
- A term used by Jones & Sullivan (1989) for a "string-rim
profile (which) slopes outward and downward." Those authors used the term
primarily in reference to the appearance of the lower portion of a two-part
finish. A down-tooled finish on an early (1800-1840) American
utility bottle is viewable at this link:
round utility bottle finish. Also see up-tooled.
Druggist bottle
- Also known as pharmacy, apothecary, drugstore, or prescription bottles.
These are a class of bottles used by local druggists to purvey their
products to the public. Most glass companies from the 1870s through he
mid 20th century produced these types of bottles. This category is
covered within this website on the Medicinal/Chemical/Druggist page
at this link:
Druggist/Prescription Bottles.
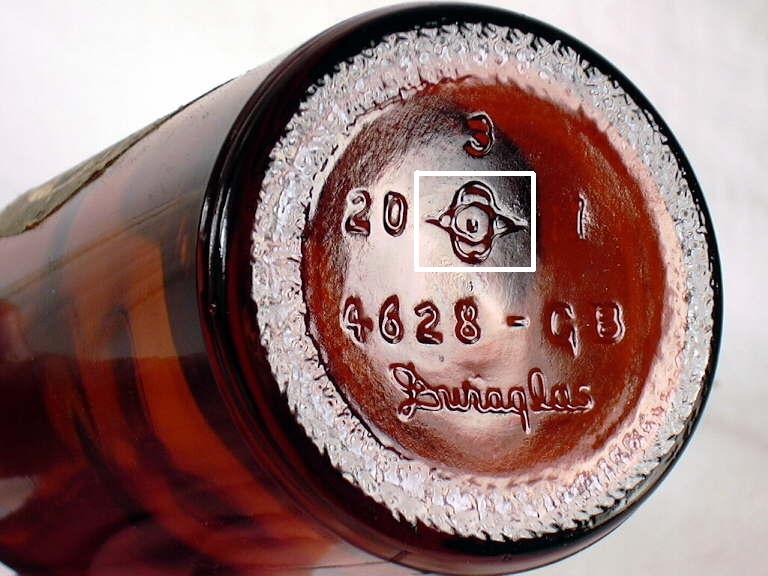
Duraglas
- This was the proprietary name for a process used by the
Owens-Illinois Glass Company where the surface of the hot, just produced
bottles, were sprayed on the body, shoulder, and neck (not base or the top
of the finish) with a stannic chloride vapor that allowed the tin to bond to
the outer surface and providing scratch resistance and durability to the
bottles. (Information courtesy of Phil Perry, engineer with that
company.) This process - and the embossed notation of it ( in script)
on the base of many Owens-Illinois products - began in 1940 and
continued up until at least the mid-1950s, though the process is still in use
today without the notation (Toulouse 1971; Miller & Morin 2004; Phil Perry, O-I engineer pers. comm. 2007).
The photo to the right (click to enlarge) is of a 1941 beer bottle with the
Duraglas notation in the lower portion of the base embossing.
(See the machine-made bottle dating page
Question #11 for more information on the dating of this bottle.)
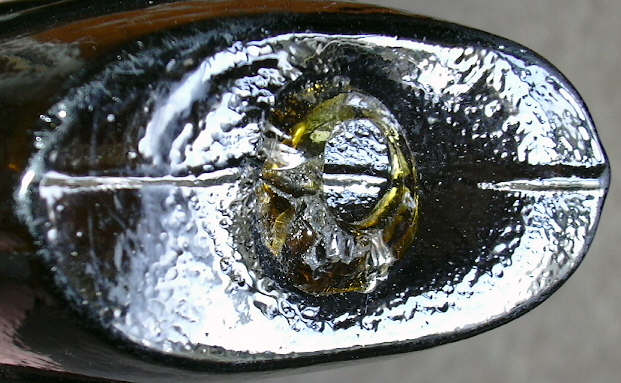
 Ejection mark
- A ejection mark (also called a valve mark) is a circular mark
left on the base of a bottle or jar as shown in the image to the right
(click to enlarge). It is produced by certain press-and-blow, automatic
and semi-automatic bottle machines (e.g., Lynch MB Two Table) which left this mark when
a more or less centered metal rod pushed
("ejected") the pre-bottle out of the first parison mold so that it could be moved
via the grasping ring mold (a separate part of the
parison mold) to the second and final blow mold (Tooley 1953).
Ejection marks
are virtually always found just on milk bottles, rarely on soda bottles made from the
early 1900s into the 1940s. Also see valve mark below
for a discussion of an identical marking found on wide mouth/bore bottles
also produced on different press-and-blow machines. See the description
of ejection marks on the
Bottle Bases page for more information. Both ejection and
valve markings are an indicator that the bottle/jar was produced on some
type of press-and-blow machine.
Ejection mark
- A ejection mark (also called a valve mark) is a circular mark
left on the base of a bottle or jar as shown in the image to the right
(click to enlarge). It is produced by certain press-and-blow, automatic
and semi-automatic bottle machines (e.g., Lynch MB Two Table) which left this mark when
a more or less centered metal rod pushed
("ejected") the pre-bottle out of the first parison mold so that it could be moved
via the grasping ring mold (a separate part of the
parison mold) to the second and final blow mold (Tooley 1953).
Ejection marks
are virtually always found just on milk bottles, rarely on soda bottles made from the
early 1900s into the 1940s. Also see valve mark below
for a discussion of an identical marking found on wide mouth/bore bottles
also produced on different press-and-blow machines. See the description
of ejection marks on the
Bottle Bases page for more information. Both ejection and
valve markings are an indicator that the bottle/jar was produced on some
type of press-and-blow machine.
 Embossing -
Raised lettering, designs, or graphics on the surface of the bottle that are
formed by incising on the mold surface(s). The image to the left shows
distinct embossing on a Hutchinson style soda bottle dating
from the first years of the 20th century. Also see plate below. See the
General Bottle Morphology page for an illustration and the
Bottle Body Characteristics & Mold Seams
page for more information on embossing.
Embossing -
Raised lettering, designs, or graphics on the surface of the bottle that are
formed by incising on the mold surface(s). The image to the left shows
distinct embossing on a Hutchinson style soda bottle dating
from the first years of the 20th century. Also see plate below. See the
General Bottle Morphology page for an illustration and the
Bottle Body Characteristics & Mold Seams
page for more information on embossing.
Empontilling - The
process of attaching a typically iron rod (pontil) to the base
of a bottle (and other glass objects) to secure it while the neck and finish
were being completed (i.e., finishing). See pontil mark or scar below.
Feeder machine - A generic name for
gob feeder enabled automatic machines which were
semi-automatic machines made fully automatic with the incorporation of a
glass supply or feeding device and a blank transfer mechanism (Pearson 1928).
Fifth
- Collector jargon term for a 1/5th (approximate) gallon capacity cylinder
liquor bottle which is relatively tall and narrow with straight (vertical)
sides. This is shape which is
still widely used today for spirits of all kinds. Click
SF&PGW fifth for picture of a Western American made "fifth" dating from about
1880.
 Figured flask - A generic name for
the large class of liquor flasks primarily produced between 1815 and 1870
which are also referred to as "historical", "pictorial", or "decorative"
flasks. These flasks were quite popular during that era because they were
both functional and decorative (McKearin & Wilson 1978). The image
to the right is of a "sunburst" design, early American, figured flask
produced in New England (Keene, NH.) about 1815-1817. This flask is
discussed more on the
Liquor/Spirits Bottles
page.
Figured flask - A generic name for
the large class of liquor flasks primarily produced between 1815 and 1870
which are also referred to as "historical", "pictorial", or "decorative"
flasks. These flasks were quite popular during that era because they were
both functional and decorative (McKearin & Wilson 1978). The image
to the right is of a "sunburst" design, early American, figured flask
produced in New England (Keene, NH.) about 1815-1817. This flask is
discussed more on the
Liquor/Spirits Bottles
page.
Figural bottle
- A bottle molded in the shape of things - animal (including humans),
vegetable, and mineral (Munsey 1970). For an example of a Civil War
era bitters or liquor bottle in the shape of a pineapple, click
pineapple figural bottle.
Filamented ring
- A ring on the base of early
machine-made bottles formed when the gob of glass was severed after being
drawn into the mold (White 1978). Also called a
suction scar . The filamented ring may be more a reference to
the versions of this mark where the cut was "sloppy" like the in the pictured
bottle in the description of the suction scar below.
Finial
- The upper portion of a glass stopper which grasped to remove it from the
bottle. Also used to refer to the "decorative, terminal part of an
object" (Kaiser 2009) like the decorative curl at the end of an applied
handle on a bottle.
 Finish
- Simply put, the finish is
typically everything above the distinctive upper terminus of the neck.
It refers to the combination of the lip (upper part) and collar
(lower part) of a finish, if both are present, or any other distinct parts
if present. The term
"finish"
originates as a
reference to the final process of making a mouth-blown bottle - completion or
"finishing" of the lip and upper portion of the neck.
Generically, a finish can have one-part, two-parts (the crown finish to the
above right is two-part), three-parts, and rarely more parts (Jones &
Sullivan 1989). The finish on a bottle is also referred to sometimes
as a "top," "mouth," or "corkage" (U. S.
Patent Office 1893; Howard 1950; White
1978). (Note: Semi-automatic and fully-automatic bottle machines start the bottle manufacturing
process with the finish/lip but the term is used for all bottles -
mouth-blown and machine-made. On ground
finish, external screw thread bottles the actual "finishing" part
of the manufacturing process is the grinding of the top surface of the
finish rim, as the threads were
formed by the mold itself.) The image to the left shows five different
finishes spanning the time frame from the 1850s to 1920s. See the
Bottle Finishes page for much more information on finishes.
Also see the
General Bottle Morphology page for an illustration.
Finish
- Simply put, the finish is
typically everything above the distinctive upper terminus of the neck.
It refers to the combination of the lip (upper part) and collar
(lower part) of a finish, if both are present, or any other distinct parts
if present. The term
"finish"
originates as a
reference to the final process of making a mouth-blown bottle - completion or
"finishing" of the lip and upper portion of the neck.
Generically, a finish can have one-part, two-parts (the crown finish to the
above right is two-part), three-parts, and rarely more parts (Jones &
Sullivan 1989). The finish on a bottle is also referred to sometimes
as a "top," "mouth," or "corkage" (U. S.
Patent Office 1893; Howard 1950; White
1978). (Note: Semi-automatic and fully-automatic bottle machines start the bottle manufacturing
process with the finish/lip but the term is used for all bottles -
mouth-blown and machine-made. On ground
finish, external screw thread bottles the actual "finishing" part
of the manufacturing process is the grinding of the top surface of the
finish rim, as the threads were
formed by the mold itself.) The image to the left shows five different
finishes spanning the time frame from the 1850s to 1920s. See the
Bottle Finishes page for much more information on finishes.
Also see the
General Bottle Morphology page for an illustration.
Finishing
- The last step in the process of producing a mouth-blown bottle - the development
or "finishing" of the
end of the neck where the blowpipe was removed (i.e., forming a lip).
Also called "goffering" during the 19th century (U. S. Patent Office
1886).
NOTE: The author of this website has prepared a summary of the mouth-blown bottle finishing methods section on the Bottle Finishes & Closures page which is available as a downloadable and printable (pdf) article entitled: "The Finishing Touch: A Primer on Mouth-blown Bottle Finishing Methods with an Emphasis on "Applied" vs. "Tooled" Finish Manufacturing."
Finishing mold - See blow mold.
Finishing tool - See
lipping tool.
 Fire grenade
- A type of bottle designed to be filled with carbon tetrachloride (a fire
retardant) and thrown into fires to extinguish them; an early "fire
extinguisher." These type bottles were fairly common from about 1880
to well into the 1900s, when vaporized chemical fire extinguishers were
invented and found to be much more useful and efficient (Munsey 1970).
One of the more common, late 19th century fire grenades is pictured to the
right - the HARDEN'S HAND GRENADE. For more information on the
subject see the Miscellaneous &
Foreign Bottles typology page.
Fire grenade
- A type of bottle designed to be filled with carbon tetrachloride (a fire
retardant) and thrown into fires to extinguish them; an early "fire
extinguisher." These type bottles were fairly common from about 1880
to well into the 1900s, when vaporized chemical fire extinguishers were
invented and found to be much more useful and efficient (Munsey 1970).
One of the more common, late 19th century fire grenades is pictured to the
right - the HARDEN'S HAND GRENADE. For more information on the
subject see the Miscellaneous &
Foreign Bottles typology page.
Fire polishing
- The reheating of a bottle or portion of a bottle (like a sheared lip or
neck) in the glory hole to remove tooling or mold marks and/or obtain a smooth surface.
Usually gives the glass surface a almost liquid like sheen. Commonly done as part of the finishing process during the first half of the
19th century on pictorial or figured flasks. The body of the clear
green sunburst flask
pictured above to the right was fire polished. Also see the picture near the
sheared
finish or lip description
below which is a close-up of the same flask. It should be noted that
this was also done on the finishes of early (first half of the 20th century)
machine-made bottles to smooth out the neck ring mold seams on the finish
rim for better sealing by rim sealing closures - particularly screw caps and
on the
crown cap finish (Lockhart et al. 2009b).
Flared finish
- A finish or lip that spreads outward so as to create an opening whose opening is
wider at the top than any other point on the neck (White 1978). A
flared-sheared finish as described by White is pictured to the right.
A
flare finish is also a type of finish covered on the Bottle Finish
Types & Styles page. The term is also used to describe a bottle finish which protrudes ("flares")
away the neck horizontally more than its vertical depth or thickness.
Click flared
finish to see a picture of this
alternate type flared finish which is
relatively common on medicinal bottles from the mid-19th century
through early 20th century.
Flashing
- Also called "flashed," "striking" or "cased glass" by glassmakers (Tooley 1953;
Kaiser 2009);
also see casing. A term for glassware or bottles with a thin layer of opaque or colored
glass overlaying a colorless (aka "clear") glass body, or vice versa
(clear over colored glass). This is done by various means
including applying a thin layer of glass over the main body glass
(possibly by dipping?). The process of "striking" - which could
also result in the same effect - is more chemical and heat induced.
According to Kulasiewicz (1974), "..the striking process is
complicated and often depends on special heat treatments to start the
crystallization process and special chemicals to reduce the metal out of
the melt or to act as the nuclei for growth." That author also
notes that "...complicated theories have been published, yet
these do not dispel the magic of clear glass suddenly becoming colored."
Flashing was little used with utilitarian bottles but was
commonly used on glassware and specialty bottles.
 Flask
- A bottle originally designed to be portable and easy to carry, which is
typically oval or rectangular in cross-section and laterally compressed on
two sides. Though the shape can be found in a multitude of sizes, on
this website flasks are considered to have a capacity of about 16 oz. or
less which is a more or less the upper limit of a "portable" size. Two
sizes (pint and half-pint) of the "Eagle" style flasks are pictured to the
left; this style is discussed on the
Liquor/Spirits Bottles
page.
Flask
- A bottle originally designed to be portable and easy to carry, which is
typically oval or rectangular in cross-section and laterally compressed on
two sides. Though the shape can be found in a multitude of sizes, on
this website flasks are considered to have a capacity of about 16 oz. or
less which is a more or less the upper limit of a "portable" size. Two
sizes (pint and half-pint) of the "Eagle" style flasks are pictured to the
left; this style is discussed on the
Liquor/Spirits Bottles
page.
Flint glass
- A heavy, leaded glass of high quality with high refractive power, and
great luster used in the choicest cut glassware (White 1978). It was
also glass made using calcined flints, or flints reduced to a white
powder, as a source of silica (Kaiser 2009). The term
later used loosely by glass manufacturers in reference to clear or
colorless glass in
general (Scholes 1941).
Flux
- A substance - usually soda - which promotes the fusion of glass.
Free-blown
- Glass formed by blowing and manipulation by hand and/or with tools but
without the aid of a mold to shape the bottle. Thus, a free-blown bottle has no
mold seams or other mold induced markings. Also called "off-hand"
blowing or working (Scholes 1952).
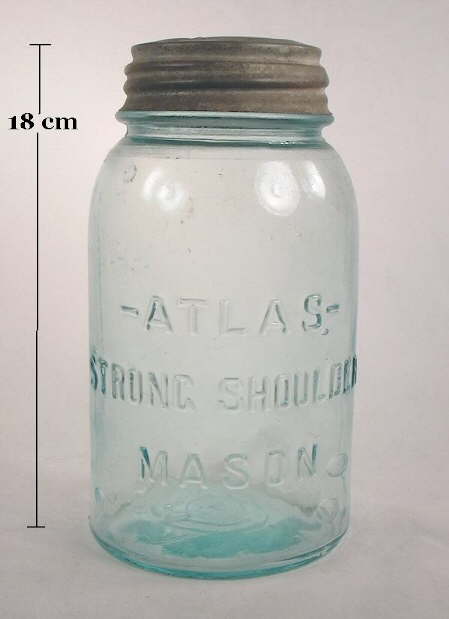 Fruit jar
- Glass jar in which food is preserved at home, typically having a wide
mouth for access. The pale aqua quart jar pictured to the right is an
example of a fruit jar that dates from the 1920s (Creswick 1987). See
canning jar which is the preferred term on this website since it is
more embracing, though both terms may be used interchangeably.
Fruit jar
- Glass jar in which food is preserved at home, typically having a wide
mouth for access. The pale aqua quart jar pictured to the right is an
example of a fruit jar that dates from the 1920s (Creswick 1987). See
canning jar which is the preferred term on this website since it is
more embracing, though both terms may be used interchangeably.
Full sized bottle mold
- A bottle mold that is used to form a specific shape and size of bottle
where the interior surface of the mold is the same size as the outside of a
finished bottle. An inflated gather is placed into a
full sized mold and expanded until the outside surface of the gather
conforms with the inside of the mold. A full sized mold forms
the base, body, shoulder, and most - or even sometimes all - of the bottles
neck/finish. Also see dip mold and
pattern mold
- both of which are generally not considered full sized molds.
Gaffer
- A master glass blower or craftsman and primary person that produced mouth-blown
bottles. Was assisted by a servitor. The term is
also used for the head glassmaker or workman in a hand shop,
which was usually the master blower and/or to refer to the "finisher" of
bottles (Bridgeton Evening News 1889; New York Herald 1910). Reported to be an abbreviation or corruption of the
English word "grandfather" meaning "old man" (Trowbridge 1870; Whitehouse 1993).
Gather
- The glob (gob) of molten glass gathered on the end of a blowpipe
from the glass pot or tank which is
expanded to eventually form a mouth-blown bottle. The process of
collecting the glass on the end of the blowpipe was called "gathering"
and the person in the shop who often did this activity the "gatherer"
(Bridgeton Evening News 1889).
Gasket
- A liner applied between the sealing surface of the bottle
(usually the rim, sometimes the shoulder like on Mason jars) and the closure
to provide a airtight seal (White 1978).
 German half-post
- This is an early method of bottle production where the initial gather of
glass is slightly inflated then dipped again into the glass pot to apply a
second layer of glass. This second layer of glass did not totally
cover the first gather which is typically indicated by a thickened ridge on
the upper shoulder of the finished bottle. The picture to the left is
an early American flask (1790-1820) produced by
this method; note the ridge just below the neck. Bottles produced by this method are often called
"double-dipped" in collector jargon. See the
Glassmaking & Glassmakers
page for more information.
German half-post
- This is an early method of bottle production where the initial gather of
glass is slightly inflated then dipped again into the glass pot to apply a
second layer of glass. This second layer of glass did not totally
cover the first gather which is typically indicated by a thickened ridge on
the upper shoulder of the finished bottle. The picture to the left is
an early American flask (1790-1820) produced by
this method; note the ridge just below the neck. Bottles produced by this method are often called
"double-dipped" in collector jargon. See the
Glassmaking & Glassmakers
page for more information.
Ghosting
- Certain
mouth-blown bottle bases with embossing dating from the mid-1890s to mid-1910s
exhibit an interesting phenomena that has been called "ghosting" or "double
stamping." Specifically, the embossing on the base - which is usually mold
numbers and/or letters (but occasionally other embossing) - will have a faint
but less distinct repeat of that embossing offset from the bolder embossing.
Click
base view of a square amber bitters to see a period base that exhibits this
curiosity. That base has an embossed mold number 1016 embossed which is
also
"ghosted." You'll see that the number is lightly repeated just to left and
slightly below - at a 45 degree angle or so - to the centered number. That
feature is
a result of the glassblower (gaffer) slightly touching the base plate of the
mold, then lifting the inflating gob of hot glass
and expanding it completely with his lungs but slightly shifting or rotating his position.
In the authors experience this
interesting feature seems to be most often observed on mouth-blown bottles made
during the above noted era; it has never been seen by the author on any
machine-made bottles. It seems to be more common on that era's bottles
made on the West coast, but that may be a function of the authors greater
familiarity with Western produced bottles.
Ghost seams
- Ghost seams are lightly imprinted (usually) and meandering mold seams
found on the body, neck, and sometimes the base of machine-made bottles from
a blow-and-blow machine.
These seams are conclusive evidence of machine manufacture. Ghost
seams are formed by the mold seams induced by the two halves of the
parison mold. The
meandering ("wavy") appearance is due to the distortion caused expansion of the
parison in the second
blow mold. Also and
more precisely called "parison mold lines" (Miller & Morin 2004). See the
Machine-made bottles
portion of the Bottle Dating
pages for more information.
Glasshouse (aka glassworks, glass
works) - The
structure that contained the bottle/glass making materials, equipment
and/or machines and where the bottles (and other glass items) were
manufactured.
 Glass-tipped pontil mark or scar
- A pontil scar which was formed when a solid iron rod or bar, tipped with hot
glass, is used as the empontilling tool. The image to the right is of
a sauce bottle base with a glass tipped pontil scar. See the discussion of the
glass-tipped
pontil scar on the Bottle Bases page.
Glass-tipped pontil mark or scar
- A pontil scar which was formed when a solid iron rod or bar, tipped with hot
glass, is used as the empontilling tool. The image to the right is of
a sauce bottle base with a glass tipped pontil scar. See the discussion of the
glass-tipped
pontil scar on the Bottle Bases page.
Glory hole
- Small furnace, introduced about 1850, with one to four openings used for reheating the bottle
while it was being worked upon (Wilson 1994). Most
often used for
re-firing the neck and finish of bottle to facilitating
tooling, smoothing out imperfections (i.e., fire polishing or
finishing) and for pre-heating blowpipes, pontil rods
and other tools prior to use (Bridgeton Evening News 1889).
This term is also used to describe a small access opening in a larger
furnace used for the same purposes. Also called a "dog-house" in some
countries (Kulasiewicz 1974; Whitehouse 1993).
Gob
- A portion of molten glass which is to be expanded (blown) into a bottle or
other glass item. It can be the portion of glass that is delivered or
fed into an automatic bottle machine (see next definition) or the portion of
glass "hand" gathered on the end of a blowpipe, i.e., the
pre-parison glass or gather.
Gob feeder
- A gob feeder is a machine that delivers hot, molten glass to a
bottle forming machine; also called a "flow machine." This is the mechanism which turned
semi-automatic bottle machines - which had to be hand fed - into fully automatic
feeder machines and eventually
eclipsed the Owens Automatic Bottle Machine in the production of bottles
(Pearson 1928).
Graphite pontil mark/scar
- Collector jargon (and inaccurate term) for a type of pontil scar which should more
accurately be termed an iron, bare iron, or improved pontil mark
or scar. Iron pontil scars contain no graphite (carbon) (Toulouse
1968). See the iron
pontil definition below and the discussion on
pontil scars on the Bottle Bases
page.
Green glass - The longtime glassmaker term for glass with a variably aqua coloration from the naturally occurring iron in the sand used for making glass, i.e., neither colorized nor decolorized (Kaiser 2009). Also called "bottle glass" and "bottle glass green" (Kendrick 1968; White 1978). See the "Aqua (Aquamarine)" section of the Bottle/Glass Colors page.
 |
|
Ground rim or lip on a Mason fruit jar. The grinding is on the flat top surface of an external screw thread finish. Jar ca. 1900 |
Ground rim/lip
- A finish which has the top surface hand ground to enhance sealing and/or
closure fit. Most commonly (but not exclusively) found on hand-made
bottles with outside screw-threads, and in particular canning/fruit jars (picture to the
left). Unlike a machine-made bottle where the side mold seam will be
evident on the rim of the finish, a ground rim/lip bottle will have
the side mold seam ending right at the juncture of the vertical (finish
side) and horizontal (rim of finish) surfaces. The grinding process
very often leaves behind a surface resembling very fine grit sandpaper and often
resulted in very small (less than a pinhead in size) chips to the outside and inside edge. Some of the chipping is
visible in the enlarged version of the picture to the right, which shows the
dull and slightly rough ground surface on a fruit jar with a outside screw
thread "finish". Also called a "bust-off and grind lip"
(White 1978). Click
ground finish to view the discussion on the Bottle Finish Types &
Styles page.
Hand made, Hand blown, or Hand manufactured bottle
- Terms used to describe non machine-made bottles. See
mouth-blown bottle.
Heel (Insweep) - The lowest portion of the
bottle where the body begins to curve into the base.
The heel usually terminates at the resting point of the bottle, i.e., the extreme outer
edge of the base. Put another way, the heel is the transition zone between the
horizontal plane of the base and the vertical plane of the
body. Also called the "basal edge" (Firebaugh 1983). See the
General Bottle Morphology page for an illustration.
Hinge mold -
This term is often used to refer to a two-piece mold with no separate base plate section.
A hinge mold (aka hinge-bottom mold) bottle is
indicated by the side mold seam continuing around the heel of the bottle,
bisecting the base, and continuing up the opposite side of the bottle as the
other side mold seam. Click
hinge mold base for a picture of a typical hinge mold bottle. This
is also sometimes called a "snap case"
base in collector jargon if there
is no pontil mark superimposed over the mold seam. In actuality,
virtually all two (or more) piece bottle molds had hinges for ease of operation and fit
precision, so the term is somewhat inaccurate. A better term is
simply a two-piece mold. See the
Bottle Bases
page for an illustration of a two piece hinge mold. Also see
key
mold below.
Hollow ware - A broad term that includes glass containers and tableware, as well as illuminating ware in the broadest sense (glass lanterns, globes and chimneys, light bulbs, radio and television tubes, etc.).
Horizontal mold marks - Mold marks that run horizontally on a bottle standing upright. Horizontal marks are usually either the shoulder seam on a mouth-blown, three or four-piece mold produced bottle or the neck ring seam underneath the finish of a machine-made bottle. See the mold seams section of the Bottle Body Characteristics & Mold Seams page for more information.
Hutchinson
style bottle - A distinctive style of heavy glass bottle with a
proportionally tall body, almost no neck, and a blob finish; see the photo
to the right of a 1901 to 1910 Hutchinson soda bottle from Oregon (Fowler
1981). This style was used almost exclusively for soda and mineral
water, though was rarely used for beer. See the
Soda & Mineral Water bottles typology page for more information.
Hutchinson stopper
- An internal stopper composed of a stiff wire with a loop at one end (upper
portion and external to the bottle) and a disk and rubber
gasket on the other end (lower and internal to the bottle). The
disk/gasket served as a seal between the liquid and the neck and was
dislodged by pushing downward on the exposed wire loop (White 1978).
Used almost exclusively on soda/mineral water bottles and rarely on beer
bottles. To view an illustration of this stopper click
Hutchinson soda bottle illustration.
Improved pontil scar or mark
- See iron pontil below.
 Improved or Improved-tooled finish
- An alternative name for the tooled
finish. Also a term for a type of tooled finish
where some or all of the shape of the finish itself was obviously mold formed. The
picture to the left is an improved-tooled finish on a
ca. 1904-1915 Portland, OR. liquor bottle where the finish was
mostly mold formed as indicated by the side mold seam extending well into
the conformation of the finish (Thomas 1998). The term "improved-tooled" was
apparently coined by Ronald Deiss, in his seminal 1981 MS
thesis, to describe the entire category of tooled
finishes. See the
tooled finish section of the Bottle Finish Types & Styles page
for more information.
Improved or Improved-tooled finish
- An alternative name for the tooled
finish. Also a term for a type of tooled finish
where some or all of the shape of the finish itself was obviously mold formed. The
picture to the left is an improved-tooled finish on a
ca. 1904-1915 Portland, OR. liquor bottle where the finish was
mostly mold formed as indicated by the side mold seam extending well into
the conformation of the finish (Thomas 1998). The term "improved-tooled" was
apparently coined by Ronald Deiss, in his seminal 1981 MS
thesis, to describe the entire category of tooled
finishes. See the
tooled finish section of the Bottle Finish Types & Styles page
for more information.
Ink bottle vs. Inkwell - The difference between an "ink bottle" and an "inkwell"
is hard to define since they are both small bottles used as "containers for
ink" from which a pen (or quill)
was directly filled or dipped (Merriam-Webster Online Dictionary 2009). So what is the real difference? Although both were
used in a similar fashion - to directly fill a quill or fountain pen - according to Munsey (1970) an "...inkwell
was a permanent and decorative container that was a relatively expensive
item", i.e., a
specialty bottle. An ink bottle was of a more disposable
utilitarian bottle nature and often - but certainly not always - discarded after
use of the commercially produced contents contained in the bottle
(Nelson & Hurley 1967). Put another way, inkwells were more
decorative, typically purchased empty (like many liquor decanters), intended to be retained permanently
until broken or of no use, and were
filled over and over again from bulk sources. Ink bottles were sold commercially filled with ink and
frequently tossed after use although the frugality of the
times often dictated that ink bottles were frequently refilled (from a
bulk/master ink container) and used over and over again like an inkwell
(Munsey 1970; Covill 1971). In the end, the line is blurred between
the two although both are covered as separate bottle "types" on
the
Household Bottles (non-food related) typology page.
Inside threads
- See screw threads (inside). This is a finish type
that has the threads on the inside of the finish.
Insweep (Heel) - See
heel.
See the
General Bottle Morphology page.
 Iron pontil scar or mark
- An iron pontil scar is the result of a red hot iron pontil rod being
applied directly to the base of a bottle. The resultant markings are
usually a circular (though sometime oval, square, or rectangular) ground mark that is often
covered or embedded with a gray, black, or reddish deposit (ferric oxide) which
is from the pontil rod itself. Also called a "bare iron pontil"
or "improved pontil." It is also erroneously referred to in
collector jargon as a "graphite" pontil mark based on the frequently gray
appearance of the ferric oxide deposit. All types of pontil scars are highly
variable in shape and appearance; it is suggested that a user view the page
on
Pontil Marks or Scars for numerous examples of the different types and
variations of pontil scars.
Iron pontil scar or mark
- An iron pontil scar is the result of a red hot iron pontil rod being
applied directly to the base of a bottle. The resultant markings are
usually a circular (though sometime oval, square, or rectangular) ground mark that is often
covered or embedded with a gray, black, or reddish deposit (ferric oxide) which
is from the pontil rod itself. Also called a "bare iron pontil"
or "improved pontil." It is also erroneously referred to in
collector jargon as a "graphite" pontil mark based on the frequently gray
appearance of the ferric oxide deposit. All types of pontil scars are highly
variable in shape and appearance; it is suggested that a user view the page
on
Pontil Marks or Scars for numerous examples of the different types and
variations of pontil scars.
Irradiated bottle - This term is used to
describe a bottle that has been treated with artificial radiation equipment
to alter or intensify the color. For more information on the subject,
please take a look at an interesting article on the subject by Dr. Cecil
Munsey at the following link:
http://www.sha.org/bottle/pdffiles/munseybottleirradiation.pdf
Such methods have been used on various types of glassware also.
Jack
(Jacks)
- A highly versatile steel, or sometimes wooden, tong-like tool used almost like
"fingers" to manipulate hot glass by the gaffer or
other glassworkers.
Used for neck and finish forming as well as holding or guiding any other
tool that was hot. Jacks were also called pucellas or simply "the
tool" (Kendrick 1968). Click
jack
use to view an illustration of jacks being used to form a bottle.
 Jar
- As used on this site, a jar is a glass container used to contain a liquid
or substance and which has a bore and/or neck which have a diameter that is
close to or equal to the diameter of body. The Lightning
canning jar to
the left is a late 19th century canning jar which has bore/neck that is
almost as wide as the bottle (also has a glass lid in place covering the
finish/bore. Also see bottle
above.
Jar
- As used on this site, a jar is a glass container used to contain a liquid
or substance and which has a bore and/or neck which have a diameter that is
close to or equal to the diameter of body. The Lightning
canning jar to
the left is a late 19th century canning jar which has bore/neck that is
almost as wide as the bottle (also has a glass lid in place covering the
finish/bore. Also see bottle
above.
Junk bottles
- Early (18th and 19th centuries) glassmaker name for black glass ale,
porter, beer, and cider bottles though these bottles were likely used for
all kinds of bottled products. Click on
New England Glass Bottle Company to see an example of an early (ca. 1830s)
American made "junk bottle" (McKearin & Wilson 1978).
|
|
|
Key mold base on a ca. 1865-1870 Pittsburg, PA. patent medicine bottle. |
Keyed (key) mold - A variation
of a two-piece hinge mold in which the bottom mold seam is not straight, but
instead arches up at the middle of the base. Also called a "key mold"
or "key molded base." This feature is better shown with a
picture than described - see combination image to right. A common variation to
the one pictured has a squared off
instead of arched jog. Keyed bases are highly
indicative of a molded bottle made between the late 1840s and the early
1870s and will often have a pontil mark superimposed over the mold seam,
dating them prior to about 1860 (McKearin & Wilson 1978). This is
discussed in more dept on the
Bottle Bases
page.
Kick-up
- See
Push-up below. Kick-up and push-up
are synonymous. Also called a "shove-up." See the discussion of push-ups on the
Bottle Bases page for more information.
Label or
labeled only - This is a
commonly used collectors term to refer to bottles that lack embossed
lettering; the contents were originally identified by a "label only."
This term particularly refers to bottles without some type of proprietary
(commercial user of the bottle) and/or product (contents of bottle) related
embossing, in that a bottle that has the volume capacity embossed (e.g., "12
OUNCES") is usually also referred to as "label only." Some collectors
(and a few archaeologists) also call these unembossed bottles "slicks", a
term taken from the Western American slang term for unbranded cattle where
the ownership is not evident.
 Laid-on ring
- Ranging from crude to refined, this consisted of a glass ring or bead
trailed around and/or slightly below the opening (bore) and fused to the
bottle. It was added to strengthen the bore or neck (White 1978).
See the laid-on ring discussion on the
Bottle Finishes & Closures page.
Laid-on ring
- Ranging from crude to refined, this consisted of a glass ring or bead
trailed around and/or slightly below the opening (bore) and fused to the
bottle. It was added to strengthen the bore or neck (White 1978).
See the laid-on ring discussion on the
Bottle Finishes & Closures page.
Lehr
- This is the annealing oven or furnace in which the newly blown bottles were
gradually cooled to enhance strength and reduce cooling breakage, aka
annealed. A
"cooling furnace" if that is not an oxymoron. Also called a
"leer" or "lear" and the person how tended this part of the
operation was known as the "lear tender" (Trowbridge 1870; Bridgeton Evening
News 1889).
Lightning closure - Also called a Lightning
stopper. An external stopper which can be made of various materials
(porcelain, metal, glass, hard rubber), with a rubber ring encircling it as
a seal and held in place on the bottle by a bent wire attached to the
stopper and anchored to the outside of the neck just below the upper or
lower (lip or collar) finish parts
(White 1978). A variation of this was used on the popular
Lightning
fruit jar in the late 19th and early 20th centuries. Click
Lightning closure for a picture of a
Lightning closure on a modern Dutch beer bottle showing that these type closures are
still in use around the world.
 Lip - This is
one of the more confusing and variably used terms used in reference to
bottle morphology. As used on this site, lip has two meanings
depending on the context, though both uses are better described with other
terms. It is used to describe the extreme upper surface of the
finish,
though the term rim is preferred (both are often used together
on this website). Lip is also used by some - and occasionally on
this website as indicated by the illustration on the
General Bottle Morphology page - to refer to the upper part of a
multiple part finish (Jones & Sullivan 1989). The term
is also frequently used as a shorthand reference for
the entire finish, lip and collar together, i.e., a "bottle lip."
However, for added confusion, the term collar is
used by some to refer to what is called a lip here - the upper part of the
finish or the entire finish if it is composed of only
one part. See the
Bottle Finishes page for much more information on finishes and finish
parts.
Lip - This is
one of the more confusing and variably used terms used in reference to
bottle morphology. As used on this site, lip has two meanings
depending on the context, though both uses are better described with other
terms. It is used to describe the extreme upper surface of the
finish,
though the term rim is preferred (both are often used together
on this website). Lip is also used by some - and occasionally on
this website as indicated by the illustration on the
General Bottle Morphology page - to refer to the upper part of a
multiple part finish (Jones & Sullivan 1989). The term
is also frequently used as a shorthand reference for
the entire finish, lip and collar together, i.e., a "bottle lip."
However, for added confusion, the term collar is
used by some to refer to what is called a lip here - the upper part of the
finish or the entire finish if it is composed of only
one part. See the
Bottle Finishes page for much more information on finishes and finish
parts.
Lipping tool - A tool
used to form the finish of a bottle. Also called a "finishing tool,"
"rounding tool," "necking tool," or "pressing tool" by glass makers (U. S. Patent Office 1875, 1893). The illustration to the right is
from an 1893 patent showing a typical lipping tool from different
angles. The finish contact portions of these
tools were sometimes designed to be interchangeable so that different size and styles
of finishes could be produced with the same basic tool (Deiss pers. comm.
2003). Lipping tools are discussed in more depth on the
Bottle Finishes & Closures main page.
Machine-made bottle - Bottle produced by a fully
or semi-automated bottle machine where the air pressure to shape the bottle
is supplied by a machine. Also, used to mean having the diagnostic
characteristics of a machine produced bottle, i.e., side mold seam through
the top of the finish and usually on to the rim,
ghost seams,
separate mold seams below and on top of the finish, and a suction or
glass cutoff scar on the base (Owens Automatic Bottle Machine only). See the
Machine-made
Bottles
portion of the Bottle Dating
pages for more information.
Makers
mark -
Refers to embossing (or very rarely other types of marks) on the bottle that
indicates what glass company actually produced it. These are
most often, but not always, on the base, heel, or lower body of the bottle.
Dr. Julian Toulouse's book "Bottle Makers and Their Marks" (1971) is the classic reference on the subject, though much
clarifying and correcting information has been uncovered in the years since
its publishing. (Toulouse was the former Chief Engineer and Manager of
Quality Control for the Owens-Illinois Glass Company in the mid-20th
century.) Markers marks are covered by its own sub-page on this web
entitled
Bottle & Glass Makers Markings. The picture to the right
shows the makers marks for a 1941 bottle (beer) made by the Owens-Illinois Glass Company.
David Whitten also maintains an exceptionally useful website of bottle
(and insulator) makers marks at this link:
http://myinsulators.com/glass-factories/bottlemarks.html.
Mamelon - The following
description of a mamelon is from Jones & Sullivan (1989): "A rounded eminence, a small circular
protrusion found on the basal surface, usually at the tip of the pushup.
These may be a type of vent mark...On champagne bottles the mamelon is large
and protuberant." Click
mamelon base for a picture of a early 20th century wine bottle that shows a
mamelon in the center of the base. As noted, it is thought by some
that the mamelon acted as an early form of air venting which
facilitated the exit of the hot gases around the expanding bottle and
allowed for a quicker and better "fit" of the hot glass to the sides of the
mold (Boow 1991). The line between a mamelon and an embossed dot in
the middle of an indented base (a common bottle base feature) is vague,
although a mamelon would be more protrusive than a typical embossed dot,
though both are formed the same way (by molding); mamelons are uncommonly
encountered on free-blown and dip-molded bottles (Jones 1986).
Marver - A metal or wooden table or slab
- which was wax or oil coated for lubrication - on which the
gob
or gather of glass at the end of the blowpipe could be rolled to shape the
bottle; a process called "marvering." The marver was also called a "chill" as that is what it did to
gather of glass - cool it down to a more workable viscosity (Scholes 1952; Howard 1950). Some finishes on bottles could be formed, at least in part, by
rolling the finish on the table while the base of the bottle was secured by
either a pontil rod or snap case tool (Schulz et al. 1980). The
process of using the marver as described is called marvering; click
marvering to view an illustration of this process. Click
Early 20th century
mouth-blown bottle making film clip which shows the gaffers using a
marver (left side of image) to pre-form the gob of glass prior to dropping
it into the mold and expanding it. (Film clip is compliments of the
Owens-Illinois Glass Company.)
The term marver is a corruption of the French word for marble (marbre)
which was what early marver table tops were made from (Trowbridge 1870).
 Mason shoulder seal - On the famous Mason style
screw thread, the sealing surface was the shoulder just below the screw
threads, not the finish rim. A rubber gasket was put on
the shoulder between the glass and the metal lid and that combination
achieved the sealing of the jar. On the jar shown in the image to the
right, the sealing surface would be just where the lower edge of the cap
touches the short abrupt shoulder of the jar. The Mason shoulder seal
is discussed more on the
Types of Bottle Closures page.
Mason shoulder seal - On the famous Mason style
screw thread, the sealing surface was the shoulder just below the screw
threads, not the finish rim. A rubber gasket was put on
the shoulder between the glass and the metal lid and that combination
achieved the sealing of the jar. On the jar shown in the image to the
right, the sealing surface would be just where the lower edge of the cap
touches the short abrupt shoulder of the jar. The Mason shoulder seal
is discussed more on the
Types of Bottle Closures page.
Measuring mold - See parison mold
below; an industrial term used to refer to the parison mold on an
Owens Automatic Bottle
Machine. On this machine, the parison mold did serve the
function of measuring the proper amount of glass necessary for the
particular bottle being made.
Mechanical cleaning
- A process developed over the past 30 years where a stained or
patinated bottle is polished to its more or less original luster
using a mechanical tumbler, tiny pieces of copper, and cleaning compounds in
solution. Bottles having this done to them are referred to as
"professionally cleaned" or "tumbled" by collectors.
Metal - A glassmaking term for the glass
itself, molten or solid but unformed.
Moil - Residual glass remaining on the tip of a blowpipe after detaching the blown bottle (Kulasiewicz 1974).
|
|
|
Side mold seam on the neck of a 1905-1915 era beer bottle with a tooled finish. |
Mold (or "mould" in Canada/Britain) - Typically a metal (usually iron or brass - very rarely ceramic or wood) form with a hollow interior within which the molten glass is expanded to form the type bottle defined by the internal mold surface design. Some simple mold forms (i.e., dip mold or pattern mold), during the earlier years covered by this webpage, were used to assist the glassblower in shaping or patterning a bottle without being the absolute defining element. A bottle from a full mold is called a mold blown bottle. See the Glassmaking & Glassmakers page for illustrations of the different major mold types.
Mold cutter - Presumed to be a
19th-century (possibly earlier) term for the workman in the glass works (or independent mold
producing shop) who did the engraving on the inside of the mold which formed
the indentations that caused the resulting embossing on the bottle itself.
Also called a "chipper" (Owens-Illinois 1933).
Mold seam(s)
- Raised lines on the body,
shoulder, neck, finish, and/or base of the bottle that are formed where the
edges of different mold parts or sections came together imperfectly. (Shown in
the image to the left.) Also called "mold line(s)" (White 1978) and
in the glass industry - "joint-marks" or "parting lines" (Scholes 1952;
Tooley 1953). See the
General Bottle Morphology page.
Molette -
French word for a metal rod or tool used to create the
push-up (aka
kick-up) within the base of a bottle prior to the attachment of a
pontil rod or some type of
snap case tool for finishing. Used only for
mouth-blown bottles and then typically on bottles dating from the mid-19th
century or earlier. Click on this link -
Woodcut from the Encyclopedie (1751-1772) of Diderot and d'Alembert
- to view an illustration (left portion) showing a gaffer/blower with a
small metal (most likely) tool pushing inwards on the base to form a push-up
after blowing and/or molding but before finishing. (From Van den Bossche
2001, page 56). Click
base image showing a molette induced indentation to
see such; it is the almost dime sized indentation just to the right of the milky chunk
of glass which was left remaining when removing the pontil rod from an 1850s era
black glass ale bottle. (That ale bottle is covered at the following link;
it is the first bottle at the top of that section):
Early beer and ale bottle styles. )
Mouth-blown bottle - A bottle which was not blown by a automated machine nor is
press-molded, but is instead shaped (with or without a mold) via air
pressure applied by mouth through a blowpipe.* Referred to also as a
"hand-made," "hand-blown," or "hand manufactured" bottle.
|
The following link is to an amazing early 20th
century film clip of a mouth-blown "shop" blowing bottles. It shows two
gaffers and one mold boy in smooth and efficient action. The gaffer makes
the gather from the glass pot/tank in the background, rolls and pre-forms the
parison on the marver (table to the left), then quickly drops the parison into
the mold which the mold boy efficiently snaps shut. The gaffer quickly
inflates the bottle and efficiently bursts off the blowpipe while pulling the
blowpipe away from the mold (this is very interesting to observe and shows that
shearing or cracking off wasn't always used or necessary). The mold boy
then removes the bottle from the mold with tongs while the gaffer knocks off the
residual glass from the end of the blowpipe and then moves back to the glass
pot/tank to make another gather. The second gaffer is doing all of this on
a staggered timing sequence with the first gaffer which allows the team ("shop")
to produce a bottle about every 20 seconds! Film clip is compliments of
the Owens-Illinois Glass Company. (Many thanks to Phil Perry, engineer with
that company.) |
*As an interesting historical note, Kaiser (2009) included the following information about the physical attributes of the bottle glassblower, excerpted from an 1886 Crockery & Glass Journal: "It is stated that in every bottle house there may be seen pale-faced men with their cheeks hanging limp in folds, the result of glass-blowing by the mouth. Cases have been known in which men's cheeks have been so thin that they have actually cracked, and it is a common sight in a bottle house to see blowers at work with their cheeks puffed out like the fingers of a glove." (Reminds this author of seeing jazz trumpet great Dizzy Gillespie in New Orleans back in the early 1980s.)
Moyle - The residual and quickly
solidifying glass left on the end of the blowpipe after the bottle is removed
(e.g., cracked-off). This residual glass was usually beaten
off prior to beginning the next gather unless the blowpipe was
being used also as the pontil rod in which case this glass is the base adhering
glass that becomes the pontil (Boow 1991). (Note: The removal of the moyle by
beating it off is shown well in the file clip linked above.)
National Prohibition
- In 1919, the the legal production and sale of alcoholic beverages was
banned with passage of the 18th Amendment and the Volstead Act with the
implementation of National Prohibition in January 1920. Repeal of the
18th Amendment came in December of 1933 with liquor required to only be sold
in bottles; bulk sales in casks was prohibited in an attempt to exert
tighter controls and prevent a resurgence of anything resembling the old
time saloon. See the
Liquor/Spirits bottles page for more information.
Neck - The
(usually) constricted part of a bottle that lies above the
shoulder
and below the finish. Some authors have considered the
upper neck as part of the finish also since the upper neck was very often
manipulated as part of the finishing process with mouth-blown bottles (Ketchum
1975, White 1978). However, for this web site the finish is considered to
begin where the conformation of the upper neck abruptly or changes alters (usually increases in
diameter) at the base of
the finish. See the
General Bottle Morphology page.
Necking tool - See lipping tool.
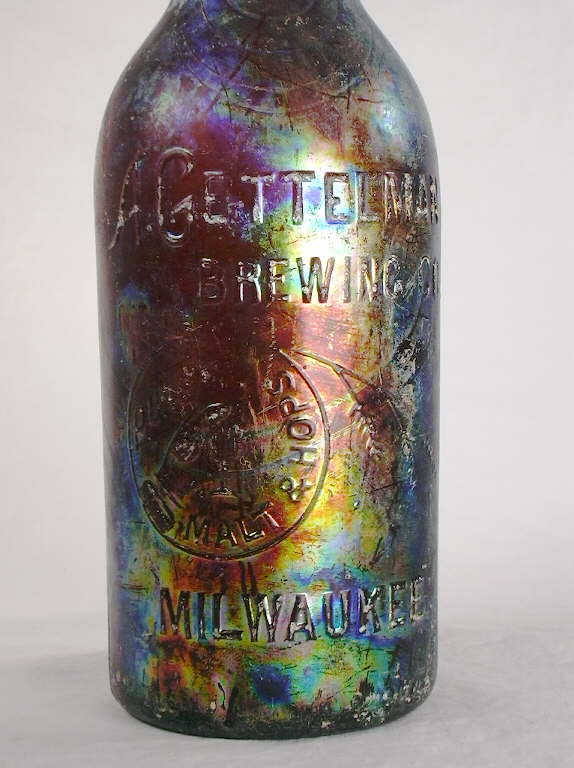 Neck-ring or Neck-ring mold - At its
simplest, this is the "metal mold part used to form the finish on a hollow
glass (bottle) item" made by a semi or fully automatic bottle machine
(Tooley 1953). More specifically, on
blow-and-blow machines
this is the portion of a mold that held the parison in the parison
mold and to mechanically transfer the parison to the second blow mold, where it
also formed part of the mold. It also performed this function on some
press-and-blow (p&b) machines (like the Miller Press and Blow Wide
Mouth machine) although on other p&b machine types (like the Lynch Milk Bottle
machine -
first illustration,
second illustration) the neck ring was simply the guide for the pressing
plunger and was not used in the transfer of the parison to the blow mold; a
process instead performed by mechanical transfer tongs (Tooley 1953).
Neck-ring or Neck-ring mold - At its
simplest, this is the "metal mold part used to form the finish on a hollow
glass (bottle) item" made by a semi or fully automatic bottle machine
(Tooley 1953). More specifically, on
blow-and-blow machines
this is the portion of a mold that held the parison in the parison
mold and to mechanically transfer the parison to the second blow mold, where it
also formed part of the mold. It also performed this function on some
press-and-blow (p&b) machines (like the Miller Press and Blow Wide
Mouth machine) although on other p&b machine types (like the Lynch Milk Bottle
machine -
first illustration,
second illustration) the neck ring was simply the guide for the pressing
plunger and was not used in the transfer of the parison to the blow mold; a
process instead performed by mechanical transfer tongs (Tooley 1953).
Non-continuous thread or screw-thread
- See screw-thread (outside) below.
Opalescence
- A glass weathering trait caused by moisture on the glass surface leaching out or dissolving the
soda within the glass and depositing it on the surface of the bottle
(Scholes 1941).
Also referred to as devitrification. Opalescence may take the form of nacreous ("mother of pearl";
see the image to the right) discoloration
or whitish, scale-like patina (White 1978). See
patination.
Open mold
- A type of bottle mold which formed the base, body and usually (depending on
the era) the shoulder and most/all of the neck. The finish was not formed at all by the mold itself, but rather by
the tooling of the reheated terminal neck glass or post-blowpipe applied
finishing glass.
This is as compared to an closed mold where the base, body,
shoulder, neck, and some/all of the finish conformation was at least molded in
part. References (primarily Kendrick 1963) that use these terms are
somewhat confusing. Among other questions this author is not sure if a
dip-mold is considered a primitive open mold? Whether a closed mold is a
pertinent term for both mouth-blown molds and machine molds that form most of
the form of a bottle? Also, whether a "full-size" mold (McKearin & Wilson
1978) is the same as an open or closed mold? Generally, neither term is
used on this website; instead, the specific types of molds, finish, and other
molding details are used.
 Open pontil mark or scar
- A collector term for what is more accurately called a
glass-tipped
or blow-pipe pontil scar. The image to the left shows a
very distinct example of this pontil type. This is the glass scar left on the base of a bottle by a
glass tipped pontil rod (or equivalent) when it is removed. All pontil
scars are highly variable in shape and appearance. It is suggested that a
user view the
pontil scar/mark section of the
Bottle Bases page more
information and pictures of different types and
variations of pontil scars.
Open pontil mark or scar
- A collector term for what is more accurately called a
glass-tipped
or blow-pipe pontil scar. The image to the left shows a
very distinct example of this pontil type. This is the glass scar left on the base of a bottle by a
glass tipped pontil rod (or equivalent) when it is removed. All pontil
scars are highly variable in shape and appearance. It is suggested that a
user view the
pontil scar/mark section of the
Bottle Bases page more
information and pictures of different types and
variations of pontil scars.
Orifice (Bore) - See Bore. See the
General Bottle Morphology page.
 Owens Automatic Bottle Machine
- The first fully automatic glass-blowing machine patented in 1904 (applied
for in 1903) by Michael
Owens of the Libbey Glass Company, Toledo, Ohio. This proprietary
machine gradually dominated production in the early 20th century, producing
about 50% of all glass containers in the U.S. by 1917 (Barnett 1926). The Owens
machines, which used suction to draw the glass into the mold, were gradually overshadowed by more efficient "gob feeder"
(gravity flow glass feeding) machines beginning in the late 1910s and 1920s.
Owens machine production declined gradually, producing about 30% of the
total American production in 1947 (Miller & Sullivan 1981), to the end of
use in 1982 (Miller & McNichol 2002). The Owens machine was
patented on August 2nd, 1904; click
Owens Patent to view the actual 1904 patent drawings and descriptions.
A picture of the Owens Bottle Machine #6 is to the right (from Walbridge 1920).
Owens Automatic Bottle Machine
- The first fully automatic glass-blowing machine patented in 1904 (applied
for in 1903) by Michael
Owens of the Libbey Glass Company, Toledo, Ohio. This proprietary
machine gradually dominated production in the early 20th century, producing
about 50% of all glass containers in the U.S. by 1917 (Barnett 1926). The Owens
machines, which used suction to draw the glass into the mold, were gradually overshadowed by more efficient "gob feeder"
(gravity flow glass feeding) machines beginning in the late 1910s and 1920s.
Owens machine production declined gradually, producing about 30% of the
total American production in 1947 (Miller & Sullivan 1981), to the end of
use in 1982 (Miller & McNichol 2002). The Owens machine was
patented on August 2nd, 1904; click
Owens Patent to view the actual 1904 patent drawings and descriptions.
A picture of the Owens Bottle Machine #6 is to the right (from Walbridge 1920).
The link below allows a user to view an amazing short movie clip that shows two different early Owens Automatic Bottle Machines in operation. The first machine is the "Machine #5" which the film clip script notes as having been made in 1906 in Toledo, Ohio. This was apparently the earliest of the viable commercial machines, and in fact, the clip was made to help promote and sell the machine to potential buyers. The first person shown operating Machine #5 is Emil Bock, a mechanical genius who worked with Michael Owens from the "bicycle pump" early machine experimentation days (1890s) and transformed Mike's ideas into workable steel machines. Michael Owens is the second person shown picking up and examining a couple beer bottles. This clip is also reported to be the only movie ever made showing Michael Owens who was reputed to be "camera shy." The last half of the clip shows a much larger, 15 head "AQ" machine in operation (Walbridge 1920; Owens-Illinois Co. 1959; Perry pers. comm. 2007). Of particular note, the clip shows several the sucking up and cutting off of the glass from the continuous tank by the parison or blank mold. Towards the end it also shows the shift of the parison from the parison/blank mold to the blow mold. Film clip is compliments of the Owens-Illinois Glass Company. (Many thanks to Phil Perry - a senior engineer with that company - who graciously provided this clip.)
Film clip of an early Owens Automatic Bottle Machine in operation.
Packer - An industry term used to indicate either wide-mouth or narrow-mouth containers, particularly those made for the pharmaceutical or food-packing industries. It was apparently meant to indicate stock containers lacking distinct designs or embossing (Schulz et al. 2016). Also see utility bottles.
Painted label - See Applied Color Label (ACL) above.
NOTE: For more
information download the following article recently published on this
website:
Lockhart, Bill and Bob Brown (with contributions by Chris Weide and Russ
Hoenig. 2019.
The Glamorous Applied Color Labels.
Historic Glass Bottle Identification &
Information Website, E-published September 2019. A comprehensive
article on the history, processes and use of ACL labeling which began in the
early 1930s. This article is available on this website at:
http://www.sha.org/bottle/pdffiles/ACLArticle2019.pdf
Panel or Paneled
- These terms have several meanings. According the the
Merriam-Webster OnLine dictionary, panel is "a separate or distinct
part of a surface." Kaiser (2009) noted a panel was a
"section of a pattern or design with raised margins and square corners." For bottles, panel or paneled usually refers to the
flattened sides of a bottle, i.e., a square bottle being a "paneled bottle."
The druggist bottle at this link -
J. A. LOGAN - has a flattened "panel" with embossing. The
flattened panels may also be indented (aka inset or sunken) and are commonly
seen on square or rectangular bottles. These panels typically
contained the label or the proprietary
embossing. The two aqua proprietary medicine bottles pictured below
right have indented panels. An alternative meaning of panel is in
reference to the removable plates in a plate mold that
allowed the same mold to be used for differently embossed proprietary
bottles (White 1978).
Parison (aka "paraison")
- An inflated gather of glass which is not yet the finished bottle.
The term is applicable to both mouth blown and machine-made
bottles. With mouth-blown bottles, a parison is the early expansion of
the gather (gob) of glass
which is then placed in the mold for final expansion to the mold induced form. With machine-made bottles the gob of glass is sucked (Owens
Automatic Bottle Machine), placed, or dropped (other semi and fully automated
machines) into the parison mold which forms the parison. In the
machine process, a parison is a preliminary bottle shape with a fully formed
finish and a partially formed body. The parison is then automatically
transferred from the parison mold to a separate blow mold for final
blowing/shaping of the bottle body.
Parison mark
- See baffle mark.
Parison mold -
Also known as the blank mold, block mold (on
a press-and-blow machine), or on an Owens Automatic
Bottle Machine it was sometimes called a measuring mold (Tooley 1953;
World Book Encyclopedia 1958; Miller & Morin 2004). Sometimes
spelled "paraison" (Hunter 1950). This is the
preliminary bottle forming mold on all automatic bottle machines which
transforms a gob of glass into a preliminary bottle shape with a fully formed
finish (lip) and a partially formed body. The parison mold on a
blow-and-blow machine was made of two or more parts (not including
the neck-ring mold which was really also one of
the parts comprising the parison mold). This formative bottle was then
automatically transferred to a blow mold for final expansion to
shape of the finished product. On the Owens machines the parison mold
was apparently sized to measure the glass being sucked out of the glass pot
below, thus the term "measuring mold." Parison molds were unnecessary with
mouth-blown bottles where only one mold was used, although that mold usually
had two or more parts. See the
Glassmaking & Glassmakers page
for more information.
The blank (parison) mold concept was the revolutionary invention
(patented in 1882) of
Philip Arbogast
of Philadelphia, PA. although the implementation of the blank mold - which
forms the "finish" of the bottle - was not realized until the 1890s with the
first semi-automatic machines (Howard 1950).
Parison mold seams
- The mold seams that are formed on the
surface of the bottle by the mold part interfaces (joints) of a semi or
fully automatic machines parison mold. These can include
the ghost seams on the sides and a
suction scar
like mark on the base of machine-made bottles.
Parting lines - See
Mold seams above.
Paste mold
- See
turn-mold below.
 Patent medicine
- Also called a "proprietary medicine." A very commonly used generic
name attached to huge category of bottles which held medicines or other
remedial agents and were sold without a prescription. Although
medicines in the 19th and early 20th century were rarely patented (if
anything they were more often trademarked) the name patent medicine is
ingrained in the collector world (Munsey 1970, Fike 1987). The picture
to the left shows two variants of a popular
19th century patent medicine - Hall's Balsam for the Lungs.
(These two bottles are discussed more fully on the
Examples of Dating Historic Bottles page.)
Patent medicine
- Also called a "proprietary medicine." A very commonly used generic
name attached to huge category of bottles which held medicines or other
remedial agents and were sold without a prescription. Although
medicines in the 19th and early 20th century were rarely patented (if
anything they were more often trademarked) the name patent medicine is
ingrained in the collector world (Munsey 1970, Fike 1987). The picture
to the left shows two variants of a popular
19th century patent medicine - Hall's Balsam for the Lungs.
(These two bottles are discussed more fully on the
Examples of Dating Historic Bottles page.)
Patination
(patina) - The surface of glass will react variably, albeit slowly, to the
natural chemical processes of decomposition in both water and the earth. This
process of weathering is called patination. The results of this
decomposition is a crust or other glass surface alteration with is referred
to as a "patina", "sick glass", or simply "stain."
Also called "weathering" in the glass industry (Scholes 1941). Some glass is more prone to patination than
other glass and some environments produce patination more readily than
others. Thus, the presence or absence of patination does not imply
anything about the age of the glass. This effect is also called
stained, opalized, opalescence, iridescence, or
devitrification by collectors (Tooley 1953; Kendrick 1963;
Dumbrell 1983). Click on
this link -
ancient Roman bottle - to view an ancient (1700+ years old) bottle with
obvious patination which corroded the surface of the bottle. Click
A. Gettelman Brewing Company to view an early (1910s) machine-made,
export style beer bottle that has a rainbow patination that is actually
quite esthetic. Patination is discussed in more length on the
Bottle Body Characteristics & Mold Seams page.
Pattern mold
- A type of partial and less than full sized mold
(typically a
dip mold) with lines or "patterns" engraved on the walls in which a somewhat inflated gob or
gather of glass
is placed to give the bottle a general shape and the surface a pattern. The bottle
is then removed from the mold and further expanded to form the final
dimensions of the bottle. Click
Pitkin type flask to see a picture of an American bottle produced in a
patterned dip mold. See the
Glassmaking & Glassmakers page
for more information.
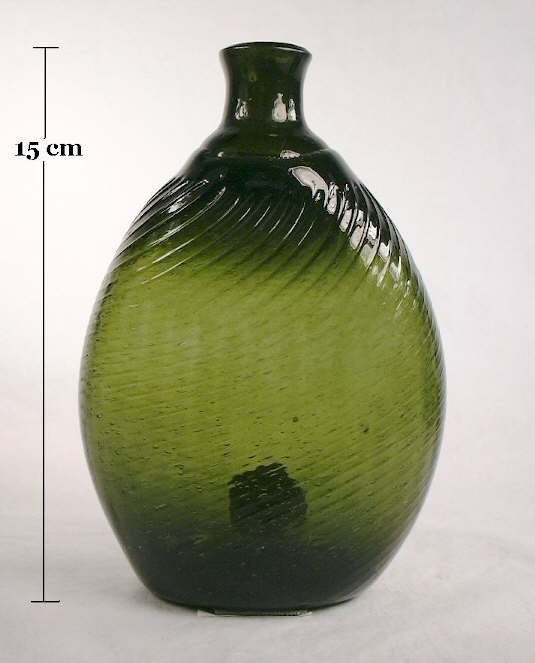 Pitkin flask
- A somewhat generic name for a class of early American (1790-1830) ribbed
body flasks made using the German half-post method.
An example from ca. 1800-1820 is shown to the right. These flasks were formed by
expanding an otherwise free-blown bottle with a pattern
mold. Though Pitkin flasks were most definitely made at the
Pitkin Glassworks in Pitkin, Connecticut (1783-1830), many or most were made
at other New England, Midwestern (primarily Ohio), and Eastern
Seaboard glass houses during the period noted (Buckley 1985; Noordsy 2003).
Pitkin flask
- A somewhat generic name for a class of early American (1790-1830) ribbed
body flasks made using the German half-post method.
An example from ca. 1800-1820 is shown to the right. These flasks were formed by
expanding an otherwise free-blown bottle with a pattern
mold. Though Pitkin flasks were most definitely made at the
Pitkin Glassworks in Pitkin, Connecticut (1783-1830), many or most were made
at other New England, Midwestern (primarily Ohio), and Eastern
Seaboard glass houses during the period noted (Buckley 1985; Noordsy 2003).
Plate mold
- Mold that accepts a plate engraved for embossing on
a bottle. Also known as a slug plate which is a collector
originated term for a plate mold. These type molds allowed for the
interchanging of plates with other engraved embossing to make uniquely
embossed bottles for another customer. Plate molds made
proprietary (i.e., unique to a specific business) bottles affordable since an
expensive, unique mold did not have to be made for each bottle customer -
only an engraved plate costing a few dollars.
Click plate
to see a picture of an actual early 20th century mold plate for a
druggist bottle. On square
or rectangular bottles a plate is sometimes referred to as a "panel" (White
1978). Also, see the
General Bottle Morphology page.
|
|
|
Open or blowpipe
pontil scar on the base of a "calabash" bottle - |
Pontil mark
or scar - Highly variable scar or roughage left on the base of a
bottle which was held for finishing by some type of pontil rod.
Various types and names include: open pontil (collector jargon),
glass-tipped pontil, iron
pontil, improved pontil, graphite pontil
(collector jargon), scarred base, "sticky ball"
pontil, sand pontil, and others. Pontil scars are highly variable in shape and appearance.
It is
suggested that a user view the
pontil scar or mark portion of the Bottle Bases page for numerous examples of the different types and
variations of pontil scars, as well as descriptions of how they were formed. (See
picture to the left.)
Pontil rod
- An long iron rod which is attached to the base of the hot bottle to hold
it while finishing. Also called a punt, punte, ponty, pontee, or punty.
Post-bottom or Post-base
- This is a bottle base configuration
formed from a mold bottom plate which was shaped like a very short "post"
projecting into the mold forming most - but not all - of the base of the
bottle. The mold types which produced this base orientation are
referred to as a "post-bottom mold" (Toulouse 1969b; Munsey 1970) or
"post-base mold" - both terms are used on this website. Bottles formed with this type mold have a
circular mold seam
mark fully within the outside diameter of the base, even on square or rectangular
bottles. The side-seams of a bottle formed in this type mold extend
around the heel of the bottle and onto the base to merge with this post seam.
Click
Warner's Safe Tonic base for a picture of a post mold base. The utility of the "post" in this
type mold was as a self-centering mechanism for the other two large
heel/body/shoulder/neck forming portions of the mold. This feature was
most commonly used from the early 1890s and before; it is uncommonly seen on bottles produced after the
mid-1890s (with some bottle type specific exceptions, e.g., beer and some
soda bottles). Chronologically, this type mold was used more commonly
before the cup-bottom or cup-base mold, but that is variable
depending on the type of bottle. See the
Bottle Bases page for an illustration of a post bottom
mold and for more information on the subject.
Post-bottom mold (post-base mold) - See entry above.
Pot - The ceramic/clay container or
crucible in which the batch is placed to be melted in the
furnace to form glass. Pots during mouth-blown bottle manufacturing days
were reportedly from 32" to 54" in diameter and about 2.5' tall (Bridgeton
Evening News 1889).
Potstone
- Primarily a collector term for un-melted sand or silica grains imbedded in
the glass. Also called (somewhat awkwardly) a "non-glassy inclusion"
by some archaeologists (Jones & Sullivan 1989). Called stones or
"knots" by glassmakers in the 20th century (Scholes 1941) or
"sandy glass" (Bridgeton Evening News 1889).
Click
potstone to see a large one in the shoulder of an 1870s medicine
bottle; see stones below.
 Pressed
laid-on ring - Fruit jar
terminology for a type of
applied finish that was used primarily on wax sealer canning jars.
This finish was formed by shaping the applied glass into shape with some type of
pressing tool, which may have been hand or foot operated (Toulouse 1969a).
The example of this style of finish pictured to the right is on an 1870s
era canning jar blown in San Francisco, CA. These finishes are
discussed more on one of the
Bottle Finish Styles pages.
Pressed
laid-on ring - Fruit jar
terminology for a type of
applied finish that was used primarily on wax sealer canning jars.
This finish was formed by shaping the applied glass into shape with some type of
pressing tool, which may have been hand or foot operated (Toulouse 1969a).
The example of this style of finish pictured to the right is on an 1870s
era canning jar blown in San Francisco, CA. These finishes are
discussed more on one of the
Bottle Finish Styles pages.
Press-and-blow
process - A machine-made
bottle forming process or cycle where the parison is mechanically
"pressed" in the parison mold by a piston or
plunger, but blown in the second blow
mold. (Click on the following links to see illustrations of
this type of machine cycle for a Lynch Milk Bottle machine:
first illustration,
second illustration.) Most often used for glassware, but used for much wide
mouth bottle production (e.g., milk bottles, fruit jars). Most
(but not all) press-and-blown produced bottles and jars have a valve
(aka "ejection") mark on
the base and lack ghost seams since the
parison mold was of a dip mold conformation, i.e., one-piece
with no side mold seams (Miller & Morin
2004). Also see the
blow-and-blow process. Click
press-and-blow machine to see an image of a 1908 machine with that used
that cycle. The first production bottles known to have been made on
semi-automatic press-and-blow machines were wide mouth Vaseline
bottles made by the C. L. Flaccus Glass Co. (Beaver Falls, PA.) in
1894 (Lockhart et al. 2007d). See the discussion on this process
on the
Glassmaking & Glassmakers page.
Press molding - A process used in the manufacturing of primarily tableware;
rarely used solely for the production of hollow ware, with the exception of some types of wide-mouth
jars. The following is quoted, in part, from Jones & Sullivan (1989):
"Sufficient hot glass to make the object is dropped into a mold...the
only limitation being that a plunger must enter and leave it without the
mould being opened...A plunger is introduced, forcing the hot glass into
conformity with the mould. The glass takes the form of the mould on
its outer surface, while the inner surface is shaped by the plunger.
The plunger is withdrawn and the object removed from the mold..."
See press-and-blow process above.
 Pressure ware - Glass makers term for
bottles that were designed (e.g., thicker glass) to withstand the internal
pressure of the carbonated contents, primarily beer, soda, and champagne
(Glass Industry 1959).
Pressure ware - Glass makers term for
bottles that were designed (e.g., thicker glass) to withstand the internal
pressure of the carbonated contents, primarily beer, soda, and champagne
(Glass Industry 1959).
Proprietary bottles - Bottles with the company and/or
product name of the user (purchaser and filler of the bottle) embossed on them. Applicable to
all
classes or types of bottles, but particularly common in bottles made for druggists/pharmacies, re-useable soda, beer, and milk bottles,
liquor bottles, and for patent medicines. The bottle
pictured to the left is a
"Philadelphia Oval" style druggist bottle with proprietary
embossing (next item) that dates from the late 1880s. See
proprietary molds discussed below.
Proprietary embossing
- The embossing on proprietary bottles (see above) which includes the
company and/or product name of the user (i.e., purchaser and filler of the
bottle). This term is used frequently on this website. The
druggist/pharmacy bottle pictured to the left has very typical proprietary
embossing for that type.
Proprietary mold - A complete bottle mold that was special ordered, owned (usually) and used by just one customer for their specific product. Due to the expense of creating an entire mold, proprietary molds were generally used by a minority of bottle customers and then often the largest customers who sold enough bottled products to justify the making of molds (often more than one) and/or wished a distinctive bottle design. For example Drake's Plantation Bitters - an extremely popular product bottled in a distinctive cabin shaped bottle in the 1860s to 1880s - were produced in scores of different proprietary molds during that time frame. However, a majority of customers for bottles used either the generic bottles produced in mass by bottle companies (and labeled them appropriate to the product contained) or used plate molds where customer specific embossing could be added - and removed - via the plate, making the bottle quasi-proprietary to that customer.
Prunt - See blob seal.
Puccellas (aka jack) - An iron (sometimes wooden tipped)
or entirely wood tong-like instrument used
for shaping (smoothing, elongating, and/or opening stiff glass) a bottle
which was similar in shape to hand sheep shears or sugar tongs. After
the blowpipe, this was one of the most important tools that
the gaffer used to form bottles and was simply referred as the tool
or tongs (Trowbridge 1870; Boow 1991). Click
glassmakers tools to see an image that shows some of the tools used by
a modern art glass blower, including several pair of puccellas and simple
tongs, which are similar. Click
puccellas used for modern day art glass production to view a typical
pair in use by a Canadian glassblower. (Photos courtesy of Bill Lockhart.)
Punte, Puntey or Punty -
Usually an alternative glassmaker terms for a pontil rod; see that definition
above.
The term was sometimes also used more generically to include any rod
used to hold the base of a bottle for finishing, i.e., including snap or
snap case tools(Bridgeton Evening News 1889).
Punt - A punt is an alternative term used in
the wine world for kick-up or push-up (next
item). See this
external website for more information:
http://www.cellarnotes.net/punts.htm The term punt is also used by
some to describe a makers mark.
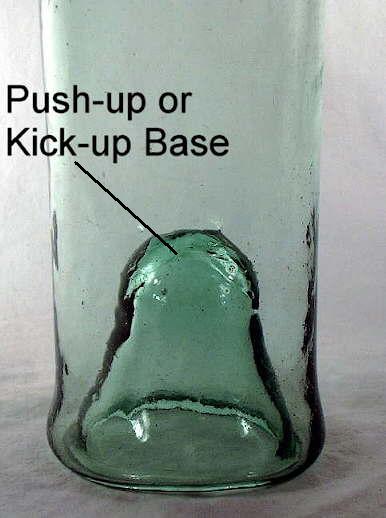 Push-up
(kick-up) - A push-up is a steep rise or pushed-up portion of the base which
somewhat reduces the interior volume of the bottle, though it was done primarily for
strength enhancing, stability, and possibly content sedimentation (Jones 1971a).
A very deep (tall) push-up is shown in the image to the right. The term kick-up is synonymous with push-up and both terms may be used
interchangeably on this website. Some glassmakers also called it a
"shove-up" (Illinois Glass Co. 1906). See the
Bottle Bases page for more information. Another alternative
name is punt.
Push-up
(kick-up) - A push-up is a steep rise or pushed-up portion of the base which
somewhat reduces the interior volume of the bottle, though it was done primarily for
strength enhancing, stability, and possibly content sedimentation (Jones 1971a).
A very deep (tall) push-up is shown in the image to the right. The term kick-up is synonymous with push-up and both terms may be used
interchangeably on this website. Some glassmakers also called it a
"shove-up" (Illinois Glass Co. 1906). See the
Bottle Bases page for more information. Another alternative
name is punt.
Pyroglazing
- See Applied Color Labeling (ACL) above.
Quatrefoil
- The impression left in the top of a push-up by a pontil-like rod having
its end divided into quadrants (Jones 1971a, White 1978). It appears
that the pontil rod and push-up rod were often the same tool. The
push-up base pictured to the right has some impression of a quatrefoil type
rod; see
pontil scar or mark portion of the Bottle Bases
page.
Re-firing
- "Also called re-heated. Generally speaking this refers to the re-application of heat to the
partially finished bottle. It is often used to described the
application of heat to the finish and/or neck of a bottle to facilitate
finishing and finish tooling.
Reproduction bottle
- A term used to refer to bottles made many years after the original bottle
was made, usually for decorative reasons, but occasionally for commercial
reasons (i.e., they were produced to contain a specific product).
Reproduction is also used to refer to bottles that are actually adaptations,
i.e., they imitate certain types of old bottles in general but not precisely,
aka "fantasy bottle"
(McKearin & Wilson 1978). The numerous products of the Clevenger
Brothers Glass Works (now out of business) and Wheaton Glass Company (aka
Wheaton/Nuline) fall into both classes - reproductions and adaptations.
Reversing - This was the term used by
glass makers to refer simply to the process where a mouth-blown bottle -
or other blown glass item - had the pontil rod affixed to the base (or
later grasped with a snap case tool) and the blowpipe
severed from the item (Trowbridge 1870).
Ribbing
- Protruding ridges on bottles produced either by the use of molds, or
rarely, by tooling (White 1978). Ribbing may be either vertical or
horizontal; for an example of horizontal ribbing click
Old Sachem Bitters and Wigwam Tonic (photo courtesy of Jeff
Noordsy Antiques).
Rigaree
- Parallel lines of ribbons added as decoration to the sides of bottles and
glassware (White 1978). Click on
Remy-Martin cognac decanter to see an example of a modern bottle with
rigaree decorations on the sides.
 Rim
- The extreme upper surface of the finish where the bore (throat) begins.
Simply put, it was the
topmost portion of a bottle or jar; this is shown in the image to the left. Also
called the lip by some.
Rim
- The extreme upper surface of the finish where the bore (throat) begins.
Simply put, it was the
topmost portion of a bottle or jar; this is shown in the image to the left. Also
called the lip by some.
Ring (1)
- Alternative name for the lower
part (or collar) of a two or more part finish if it is narrow and rounded on the outside
(resembling a glass "wedding band" or ring at the base of the finish). See
collar above.
Ring (2) (aka pot ring, gathering ring) - A refactory (i.e., capable of withstanding high temperature) ring floated on top the melted glass to provide a clean surface from which glass can be gathered. By extension, a shorthand measure for the number of working ports in a glass furnace or factory, i.e., a factory with "ten rings" had either ten pots or a tank with ten ports (ring holes).
Ring hole - An opening in the glass tank ring from which glass is gathered.
Ring iron -
The 19th century (or earlier) English term used for the metal tool used to
apply hot glass to the neck of a bottle to facilitate the formation of the
bottle finish. The French term for the same tool was "une
légère tringle de fer" (light iron rod) and dates back to at least
1772 (McKearin & Wilson 1978).
Ring mold
- The neck forming and holding portion of a machines parison mold.
The ring mold also holds the bottle for transfer from the parison mold
to blow mold forming a part of that latter mold also.
See neck-ring mold discussed
above.
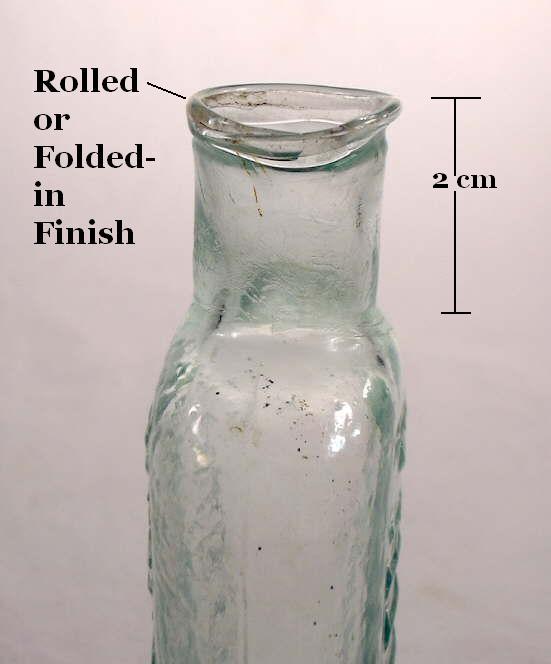 Rolled
finish
- Once the blowpipe was removed
from the bottle, the hot glass at the removal point was rolled or folded
into the neck terminus (rarely folded out) to form and smooth out the top of the
finish and to
provide strength. The image to the right is of a Dr. Jaynes Hair
Tonic bottle with this style of finish, which dates from the 1850s. This
finish is most common on medicinal and food bottles dating from the 1870s
and before. Click
rolled finish for a description of this manufacturing method on the main
Bottle Finishes & Closures page.
Rolled
finish
- Once the blowpipe was removed
from the bottle, the hot glass at the removal point was rolled or folded
into the neck terminus (rarely folded out) to form and smooth out the top of the
finish and to
provide strength. The image to the right is of a Dr. Jaynes Hair
Tonic bottle with this style of finish, which dates from the 1850s. This
finish is most common on medicinal and food bottles dating from the 1870s
and before. Click
rolled finish for a description of this manufacturing method on the main
Bottle Finishes & Closures page.
Round bottom
- (aka round bottom soda, ballast bottle). A type of bottle - usually soda
or mineral water - that has a rounded base making it impossible to
stand upright. Click
round bottom soda to view a picture of an example. Also see the round round bottom
base discussion on the
Bottle Bases page.
Sabot
- A type of tool which holds the bottle base for finishing. See
snap case.
Click
snap case to see a discussion of the snap case and sabot on the Bottle Bases page.
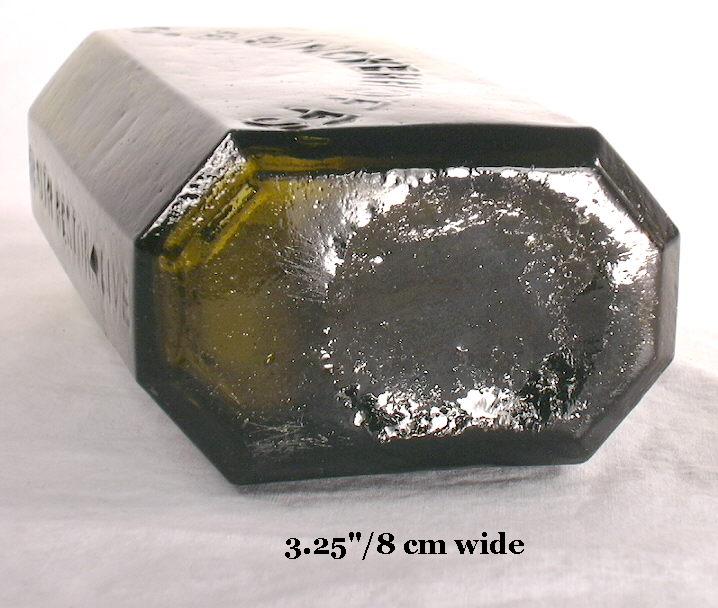 Sand pontil
(aka "sand chip pontil") - A sand pontil is formed by a pontil rod that was first tipped with
hot glass and then dipped in sand. The resulting marking is a light
and diffuse, generally circular, pebbly scar formed by the sand and/or glass particles imbedded
into the base surface. The image to the left shows a sand pontil on
an 1830s to 1840s era American-made medicinal bottle with the distortion
made by the pontil ball tip (indented slightly) in evidence.
This style is also known in some collectors jargon as a
sticky ball pontil and is often very hard to identify; a rough
base to an otherwise non-pontiled bottle is often mistaken for a sand pontil
scar. Users should reference the
pontil scar or mark portion of the
Bottle Bases page for examples
of the different types and variations of pontil scars, as well as
descriptions of how they were formed. Also see
disk pontil which was a variation of the sand pontil (Van den
Bossche 2001).
Sand pontil
(aka "sand chip pontil") - A sand pontil is formed by a pontil rod that was first tipped with
hot glass and then dipped in sand. The resulting marking is a light
and diffuse, generally circular, pebbly scar formed by the sand and/or glass particles imbedded
into the base surface. The image to the left shows a sand pontil on
an 1830s to 1840s era American-made medicinal bottle with the distortion
made by the pontil ball tip (indented slightly) in evidence.
This style is also known in some collectors jargon as a
sticky ball pontil and is often very hard to identify; a rough
base to an otherwise non-pontiled bottle is often mistaken for a sand pontil
scar. Users should reference the
pontil scar or mark portion of the
Bottle Bases page for examples
of the different types and variations of pontil scars, as well as
descriptions of how they were formed. Also see
disk pontil which was a variation of the sand pontil (Van den
Bossche 2001).
Saratoga type bottle - This is a distinctive round, squatty, and short-necked style of bottle
that was commonly used for mineral water - particularly those from the
Saratoga Springs area of New York (Tucker 1986). Click
Congress & Empire Springs to view a picture of a common example of
these type of bottles. Click
Soda &
Mineral Water bottles typology page to view this discussion of this bottle style.
Scant size - This was a glassmaker term for a bottle (usually for liquor) that was nominally referred to as a "pint" or "quart" but actually held less capacity. For example, "pint" mouth-blown shoo-fly flasks typically held 10-11 oz. (Wightman ca. 1900) but were (and continue to be) universally called a pint. During the period from the 1890s to early 20th century, public pressure (or the sensing of a market niche by glassmakers and bottle users) prompted many glass makers to produce lines of "full measure" type bottles which presumably held the full measure, which was often boldly embossed on the bottle as proof of its reliability.
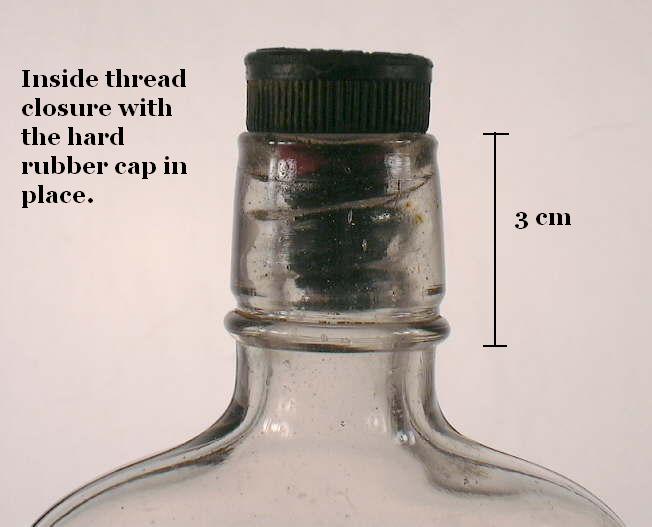 |
|
Inside screw threads on a ca. 1905-1910 Portland, Oregon whiskey flask. Hard rubber stopper or cap in place. |
Screw threads (inside
or internal) - A finish type where the screw threads for
holding the closure are formed or tooled on the inside of the finish.
These are also simply called "inside threads" and are virtually always
continuous (see next description). See the
inside thread finish discussion on the Bottle Finish Types & Styles
page. (See image to the right.)
Screw threads
(outside
or external) -
(aka - screw-top) A finish where the screw
threads for holding the closure are on the outside of the finish. There were various
styles of threading including continuous and non-continuous. Continuous screw threads (also called helix or coil) are a continuous spiral
projecting glass ridge encircling the finish of a bottle intended to mesh
with the thread of a screw-type closure (White 1978). Continuous
threads are pictured above on this page, i.e., the ground rim/lip Mason fruit jar
photo.
Non-continuous screw threads (also called interrupted
or "lug" threads)
are threads on a finish that are intermittent (gapped) and designed to
typically receive a cap with lugs. Click
external screw thread finish to view the discussion of small and wide
screw thread finishes on the Bottle Finish Types & Styles page.
Sealing surface
- At its simplest, this is the surface where the closure and finish mesh to
seal the contents inside. The extreme top portion of the
finish
(rim) is sometimes referred to as the sealing surface though that is
dependent on the type finish as to whether it actually accomplished this task.
For example,
the sealing surface on a cork finish bottle is primarily the inside of the
bore or
throat.
The term is most pertinent to finishes like many externally threaded
finish/closure combinations for which the rim is the sealing surface on which the screw cap closes
and seals against
(like the modern jar pictured at
this link).
One major exception to this is the Mason patent fruit jar on which the sealing
surface was actually the edge of the shoulder just below the threads
- not
the rim. This is known as the "Mason shoulder seal" (Creswick 1987).
Click here for Mason screw thread picture. Also called the
"point of seal" (White 1978). See the
General Bottle Morphology page.
Seam - See
Mold Seam.
Also see the
General Bottle Morphology page.
Seeds
- Small bubbles in the glass. See definition for
bubbles above
(also includes an image).
Seltzer bottle
- See siphon bottle below.
 Semi-automatic bottle machines
- Transition machines between full handmade (mouth-blown) production and
the fully automated machines. The semi-automatic machines still required human labor to feed the
glass to the machine and run the machine through its processes to produce a
bottle, but where otherwise automated. The 1908 image to the
left shows a semi-automatic, press-and-blow, milk bottle
machine. Bottles produced by semi-auto's are thought largely indistinguishable from fully automated
machines, i.e., they have all the diagnostic characteristics of a machine-made bottle
with the exception of a lack of the Owens Automatic Bottle Machine distinct
suction scar
on the base.
To quote Miller & McNichol (2002), "Because the adding of a feeding
device to semi-automatic machines did not change the way bottles were formed
it is impossible to tell which bottles were made by the semi versus a fully
automated machine." The development of a glass (gob) feeder for semi-auto machines transformed many
into fully automatic "flow" machines which were simpler and cheaper than the
Owens
Automatic Bottle Machine (Pearson 1928). See the
Glassmaking & Glassmakers page for more information.
Semi-automatic bottle machines
- Transition machines between full handmade (mouth-blown) production and
the fully automated machines. The semi-automatic machines still required human labor to feed the
glass to the machine and run the machine through its processes to produce a
bottle, but where otherwise automated. The 1908 image to the
left shows a semi-automatic, press-and-blow, milk bottle
machine. Bottles produced by semi-auto's are thought largely indistinguishable from fully automated
machines, i.e., they have all the diagnostic characteristics of a machine-made bottle
with the exception of a lack of the Owens Automatic Bottle Machine distinct
suction scar
on the base.
To quote Miller & McNichol (2002), "Because the adding of a feeding
device to semi-automatic machines did not change the way bottles were formed
it is impossible to tell which bottles were made by the semi versus a fully
automated machine." The development of a glass (gob) feeder for semi-auto machines transformed many
into fully automatic "flow" machines which were simpler and cheaper than the
Owens
Automatic Bottle Machine (Pearson 1928). See the
Glassmaking & Glassmakers page for more information.
Servitor
- Assistant to the master glassblower or gaffer. This
person (often a boy) opened & closed molds, attached and held the
pontil rod or snap case, and a host of other tasks to
assist and speed up the production of the gaffer.
|
|
|
Sheared and fire polished finish on early American "sunburst" flask. |
Sheared finish or lip - aka "sheared top" (White 1978). A finish style and method ("shearing") that was produced by detaching the
blowpipe from the bottle with some type of shears. The shears cut the
hot glass similar to cutting thick vinyl with scissors. Bottle which
were either sheared or were cracked-off from the blowpipe are
usually indistinguishable from each other, especially if the finish and
upper neck were fire polished after blowpipe removal. Click
sheared finish to view a discussion of this manufacturing process on the
Bottle
Finishes & Closures main page. (See image to
the right.)
Shell cork
- A cork with a hollow center into which the shank of a glass or metal
stopper was inserted. This combination together when placed in the
bore of a bottle, created a seal. Click
club sauce stopper to see a picture of a bottle finish with a
stopper and shell cork in place. This is discussed further on
the
Bottle Closure Types page.
Shop (aka "hand shop") - Shop was the commonly used name
for a crew that worked together producing mouth-blown bottles in the glass
factory (Scholes 1952). Most factories had several shops working at once from a glass
furnace. The shop group varied widely depending on the items being
made, union rules, company procedures, and the like, but usually included
the gaffer, gatherer, "mold boy" (who opened and
closed the mold for the gaffer), "snapping-up boy" (who operated the snap
case tool), and "taking out boy" (who took the bottle to the annealing ovens
or lehr). The servitor often did several
of these tasks.
 Shop furniture
- Large, typically stoppered, jars and bottles that were used for containing
and displaying bulk items in drugstores during the 19th and early 20th
centuries. (Three examples are pictured to the left.) Often these items have glassed over labels, i.e., labels on
the bottles that are covered with a thin layer of glass. Click
IGCo. 1906 catalog pages 82-83 to see some examples of shop furniture
from an Illinois Glass Company 1906 bottle catalog. Also called
druggist "shelf ware" (Alter 1909). These type bottles are
discussed at this link:
shop furniture discussion on the Medicine Bottle typology page.
Shop furniture
- Large, typically stoppered, jars and bottles that were used for containing
and displaying bulk items in drugstores during the 19th and early 20th
centuries. (Three examples are pictured to the left.) Often these items have glassed over labels, i.e., labels on
the bottles that are covered with a thin layer of glass. Click
IGCo. 1906 catalog pages 82-83 to see some examples of shop furniture
from an Illinois Glass Company 1906 bottle catalog. Also called
druggist "shelf ware" (Alter 1909). These type bottles are
discussed at this link:
shop furniture discussion on the Medicine Bottle typology page.
Shoulder
- The portion of the bottle which lies between the point of change in
vertical tangency of the body and the base of
the neck. Similar to the heel of a bottle,
the shoulder is a transition zone between two other major portions of a bottle. See the
General Bottle Morphology page for an illustration.
Shoulder seal
- See blob seal.
Sick glass
- See patination.
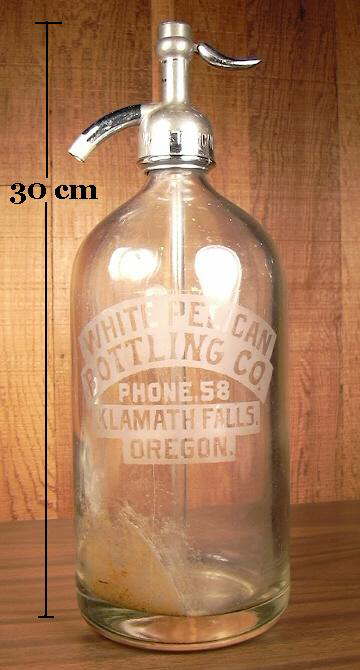 Siphon bottle
- A heavy glass, refillable bottle that dispensed carbonated soda or mineral
waters in small quantities but were sealed which allowed the remaining
liquid to remain fresh and carbonated. An example of a siphon bottle
from the 1920s is shown to the right. Also see the siphon discussion on
the
Soda & Mineral Water bottles page.
Siphon bottle
- A heavy glass, refillable bottle that dispensed carbonated soda or mineral
waters in small quantities but were sealed which allowed the remaining
liquid to remain fresh and carbonated. An example of a siphon bottle
from the 1920s is shown to the right. Also see the siphon discussion on
the
Soda & Mineral Water bottles page.
Slug Plate - More properly called a plate mold and the
slug plate itself called simply a "plate" (Jones & Sullivan 1989).
Click on
slug plate to view
a picture of a early 20th century "slug plate." Also see
the
General Bottle Morphology pop-up page.
Smooth base
- A collector originated term for a bottle base without a pontil scar of any
type, though the base may have embossing, designs, or mold seams making it
not perfectly "smooth." Smooth base has also been widely
adopted by archaeologists since it is a simple way to note that a bottle is
not pontil scarred in any way (Farnsworth & Walthall 2011).
Snap case -
Also called a "clamp," "snap", "spring punte", sabot,
"snap dragon", and likely other terms (Trowbridge 1870; U. S.
Patent Office 1884a; Jones
1986). A snap case was a tool of variable design which held the post-mold hot bottle by the
base and/or body while the
finish was being completed (i.e., the bottle "finished"). The snap case replaced the various type pontil rods and was
one of the most significant inventions to make bottle making more efficient
during the mid-19th century. Unlike the pontil rod, the snap case left
little if any marks on the bottle, though sometimes shallow indentations can
be noted on the sides of a bottle held with a snap case (White 1978). The term snap case is also used by collectors in
reference to early post-pontil scar bottles produced in a true two-piece mold (mold seam bisects the
base), i.e., "snap case bottle".
Click
snap case to see a discussion of the snap case and sabot on the
Bottle Bases page.
Soda-lime glass - The most common type of glass for bottles typically comprised of silica (60-75%), soda (12-18%), and lime (5-12%). Soda-lime glasses are relatively light and remain plastic and workable over a relatively wide range of temperatures making the glass easier to manipulate (Whitehouse 1993).
Solarized glass - See
sun
coloring below.
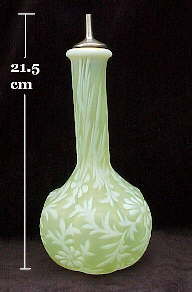 "Specialty"
bottles
- This term is used on this website to describe bottles that were made for
either highly specialized purposes, for primarily artistic reasons, and/or were
designed to be used, refilled and retained indefinitely by the owner.
Also called "quality wares" by some (Fike 1998). Examples of "specialty" bottles include, but is not limited to:
barber bottles (many of which are art glass in a bottle shape;
see
picture to the left), fancier upscale perfume & cologne bottles,
decorative snuff bottles, inkwells, fire grenades,
large display or promotional versions of regular sized bottles,
demijohns and carboys or other large storage bottles, druggist shop furniture
or "shelf ware," bottle-like laboratory glass hollowware, fancy or
figural wine and liquor bottles, liquor decanters and related bar bottles, and
reproductions of earlier bottles. These types of bottles are not
considered utilitarian bottles/jars on this website.
"Specialty"
bottles
- This term is used on this website to describe bottles that were made for
either highly specialized purposes, for primarily artistic reasons, and/or were
designed to be used, refilled and retained indefinitely by the owner.
Also called "quality wares" by some (Fike 1998). Examples of "specialty" bottles include, but is not limited to:
barber bottles (many of which are art glass in a bottle shape;
see
picture to the left), fancier upscale perfume & cologne bottles,
decorative snuff bottles, inkwells, fire grenades,
large display or promotional versions of regular sized bottles,
demijohns and carboys or other large storage bottles, druggist shop furniture
or "shelf ware," bottle-like laboratory glass hollowware, fancy or
figural wine and liquor bottles, liquor decanters and related bar bottles, and
reproductions of earlier bottles. These types of bottles are not
considered utilitarian bottles/jars on this website.
"Specialty" bottles are an impossible group of bottles to simply/precisely define and there are many exceptions within the classes and to the admittedly somewhat vague definitions noted above. For example, figured flasks are not considered to be "specialty" items on this website even though they were designed to be "refilled and retained indefinitely," as they follow quite well the dating guidelines found within this website. Canning jars also fall into a similar category as figured flasks though there are some group differences in manufacturing features that diverges from the general dating guidelines; see the Canning Jars section of the "Food bottles & Canning jars" typing sub-page for more information.
It is important to make a distinction between specialty bottles and
utilitarian bottles since many specialty bottles were frequently made using
glassmaking techniques from earlier times or glassmaking techniques not
used on utilitarian wares and can not always be accurately dated
using the dating tools on this website. For instance, many specialty
bottles made during the late 19th and early 20th centuries - like the early
20th century barber bottle to the right above - were produced using a pontil rod
and retain pontil scars well outside of the primary "pontil era." Another
example is bottles for expensive, low production liquors (e.g., cognac) and
perfume which
are still being hand-blown today. Yet another category is
bottle-like wares made for laboratory use, like the early 20th century
three-necked bottle at
this link (photo courtesy of Joshua Keller). Many "specialty" bottles were imported from Europe, though that
origin may be hard to
ascertain. Also see
utilitarian bottles/jars.
Stain
- See patination above.
 Sticky ball pontil
- Collector jargon for a pontil scar which is more accurately termed a
sand pontil; see that definition above.
Apparently derived from the fact that if one runs their finger over a sand
pontil scar, the sand grains will catch your finger a bit. The term
originated, to the authors knowledge, with Bill & Betty
Wilson's (1969) excellent book - "Western Bitters."
Sticky ball pontil
- Collector jargon for a pontil scar which is more accurately termed a
sand pontil; see that definition above.
Apparently derived from the fact that if one runs their finger over a sand
pontil scar, the sand grains will catch your finger a bit. The term
originated, to the authors knowledge, with Bill & Betty
Wilson's (1969) excellent book - "Western Bitters."
Stippling - To quote Merriam-Webster Online dictionary, stippling is "to engrave by means of dots or flicks." Stippling on a bottle is indeed variably light, embossed dots, bumps, indentations, or other designs commonly observed on the base of bottles made from about 1940 to date (Lockhart 2004d). See the image to the left which shows stippling on the base of a 1959 soda bottle. Click 1941 beer bottle base to see an example of base stippling on an Owens-Illinois Glass Co. produced beer bottle that has obvious stippling around the outside perimeter of the base.
The reasons for stippling were (and still are) both decorative and practical. Although sometimes used for purely decorative purposes, the primary practical use of stippling (also called "knurling" depending on how formed) was so that the bottles would have a reduced base surface contact decreasing drag on the conveyor belts moving them within the factory and possibly by purchasers/users (Phil Perry, engineer with the Owens-Illinois Glass Co., pers. comm. 2010). Another practical reason for the stippling on the base was provided by Steve Presley, Brewmaster Anheuser-Busch, Inc. (retired) and currently brewing program instructor at the UC Davis, as follows: "Stippling is also applied to minimize the amount of contact between the very hot bottle bottom as it comes from the forming machine and transitions onto the annealing lehr conveyor. Without the stippling the thermal shock that would occur with full base contact on the conveyor would create stresses that can cause the bottle to burst, or reduce its overall tensile strength." (Pers. comm. 12/2016). For more information see Question #17 on the Machine-made Bottle Dating page.
 Stones
- A glassmaker term for un-melted sand or silica grains imbedded in the
glass which are called potstones by collectors and "knots" by
glassmakers in the 20th century (Scholes 1941). A large stone is
visible in the shoulder of the bottle to the right. Also called (somewhat
awkwardly) a "non-glassy inclusion" by some archaeologists (Jones & Sullivan
1989). See potstones above.
Stones
- A glassmaker term for un-melted sand or silica grains imbedded in the
glass which are called potstones by collectors and "knots" by
glassmakers in the 20th century (Scholes 1941). A large stone is
visible in the shoulder of the bottle to the right. Also called (somewhat
awkwardly) a "non-glassy inclusion" by some archaeologists (Jones & Sullivan
1989). See potstones above.
Stopper
- Generally speaking, this is any closure which fits inside the neck of a bottle
to make a seal rather than on top (like
a crown cap) or around the outside (like a screw cap) (White 1978).
Most often this term is used in reference to non-cork type closures made of
glass, porcelain, ceramic, metal, or hard rubber, though a cork could also
be considered a type of stopper. Click
inside thread stopper & finish to view a picture of a hard rubber stopper on a bottle with
internal screw threads.
|
|
|
Suction scar on the base of a machine-made beverage bottle from the Owens Bottle Company (1911-1929). |
Suction scar
or mark - The suction scar is the diagnostically
distinctive mark on the base of a bottle produced by the Owens Automatic
Bottle Machine. The mark was caused by the mechanical blade or knife which cut
off the glass being drawn upwards into the parison or
blank mold via a suction process; this blade also formed the base of
the parison mold. Also called a cut-off scar. The Owens suction scar is off center and will very frequently slop over from the base
onto the heel and lower sides of non-round bottles - particularly smaller
bottles (Miller & McNichol 2002).
White (1978) called this a filamented ring.
(Picture to the left) A suction scar is pointed out in the image to
the left (click to enlarge). Click
suction scar for a full discussion of this subject on the Bottle
Bases page.
 Sun coloring
- aka "solarized," "sun colored amethyst" or simply "SCA." Glass turned from essentially colorless
("clear") to
varying shades of pink or amethyst (or sometimes light straw) coloring by the
action of the sun on the manganese oxide or selenium and/or arsenic
(respectively) used to
decolorize the glass. An extreme example of this effect is shown in
the image to the right, which is of a medicinal tonic bottle from Savannah,
GA. dating from the early 20th century. For more information see the colorless glass
section of the
Bottle/Glass Colors page.
Sun coloring
- aka "solarized," "sun colored amethyst" or simply "SCA." Glass turned from essentially colorless
("clear") to
varying shades of pink or amethyst (or sometimes light straw) coloring by the
action of the sun on the manganese oxide or selenium and/or arsenic
(respectively) used to
decolorize the glass. An extreme example of this effect is shown in
the image to the right, which is of a medicinal tonic bottle from Savannah,
GA. dating from the early 20th century. For more information see the colorless glass
section of the
Bottle/Glass Colors page.
Technology lag - In
the context of this website, this is the time between the invention of a
glass manufacturing process or technique and its widespread implementation
to actual production by glass makers. This is probably the most
critical factor in the difficulty of accurate historic bottle dating.
A classic example was the shift from mouth-blown bottles to those produced
by fully automated
bottle machines; in particular the revolutionary
Owens Automatic Bottle
Machine. First patented in 1903, it produced little until licensed for production in
1905. Full automation in the industry moved slowly due to cost with
the Owens machine not accounting for the majority of American made bottles
until 1917. At that time the Owens machine was producing about 50% of
all American bottles, other "feeder" machines producing another 40%, and no
more than 10% being hand production (Miller & Sullivan 1981; Miller &
McNichol 2002). It wasn't until 1929 that fully automated machines
produced essentially all American bottles (Davis 1949).
Terminus post quem - Also called simply
TPQ. This is a short hand way of referring to the earliest
possible time or date that something could have originated. For
instance, the first license for the Owens Automatic Bottle Machine were
issued in late 1904 making the TPQ 1905 for machine-made bottles exhibiting
the distinctive suction scar formed by that machine, although significant
Owens machine production did not really occur until 1907 (Miller & McNichol
2002).
 Torpedo
- (aka torpedo base, torpedo soda, Hamilton) A type of bottle - usually used
for soda
or mineral water - that has a sharply rounded to almost pointed base making
it impossible to stand upright. A picture of a typical pointed base
torpedo soda bottle is shown to the left; it is embossed with "Walkden Aerated Water Co."
(Manchester, England) and dates from approximately 1880-1890.
Also see round round bottom base discussion on the
Bottle Bases page.
Torpedo
- (aka torpedo base, torpedo soda, Hamilton) A type of bottle - usually used
for soda
or mineral water - that has a sharply rounded to almost pointed base making
it impossible to stand upright. A picture of a typical pointed base
torpedo soda bottle is shown to the left; it is embossed with "Walkden Aerated Water Co."
(Manchester, England) and dates from approximately 1880-1890.
Also see round round bottom base discussion on the
Bottle Bases page.
Tool - Iron tong-like tool used to manipulate
and form the body of a bottle while the gaffer is in the
chair. Also called a pucellas, the
tools, tongs or the tool (Trowbridge
1870; Boow 1991).
 Tooled finish
(lip) - A method of finishing a mouth-blown bottle where the glass for the
finish is blown in the mold along with the rest of the bottle
- a process which often pre-forms the general
shape and conformation of the finish. Once the hot bottle is removed
from the mold, the finish then receives
re-firing and tooling to
make it more uniform and precise to better accept a closure. Also known
as a wiped or improved-tooled finish. The
tooled finish is differentiated from the applied finish in
that the tooled finish was formed from the re-firing and
tooling of glass blown in the mold with the rest of the bottle; the applied
finish was formed from glass added to the severed neck end which was then
tooled (see applied finish description above). A early 20th century
tooled finish is shown to the right. Click on
tooled finish to go to a more detailed description of this
process on the main Bottle Finishes & Closures page.
Tooled finish
(lip) - A method of finishing a mouth-blown bottle where the glass for the
finish is blown in the mold along with the rest of the bottle
- a process which often pre-forms the general
shape and conformation of the finish. Once the hot bottle is removed
from the mold, the finish then receives
re-firing and tooling to
make it more uniform and precise to better accept a closure. Also known
as a wiped or improved-tooled finish. The
tooled finish is differentiated from the applied finish in
that the tooled finish was formed from the re-firing and
tooling of glass blown in the mold with the rest of the bottle; the applied
finish was formed from glass added to the severed neck end which was then
tooled (see applied finish description above). A early 20th century
tooled finish is shown to the right. Click on
tooled finish to go to a more detailed description of this
process on the main Bottle Finishes & Closures page.
NOTE: The author of this website has prepared a summary of the mouth-blown bottle finishing methods section on the Bottle Finishes & Closures page which is available as a downloadable and printable (pdf) article entitled: "The Finishing Touch: A Primer on Mouth-blown Bottle Finishing Methods with an Emphasis on "Applied" vs. "Tooled" Finish Manufacturing."
Tooling - The process of using a tool - usually a lipping tool - to tool the finish on a bottle to the desired shape. Use of such tools often leaves "tooling marks" on the glass at the point of tool contact.
Tongs - See pucellas.
Click
glassmakers tools to see an image that shows some of the tools used by a
modern art glass blower, including several pair of puccellas and simple
tongs, which are similar. (Photo courtesy of Bill Lockhart.)
TPQ
- See Terminus post quem.
 Trade card
- An often colorful promotional card - usually about the size of an index
card - given out free by various businesses to advertise either their
product or a product they sold. This was a very popular advertising
form during the last third of the 19th and first part of the 20th century
for various bottled products - particularly patent medicines - though trade
cards were produced well after that time too. These could possibly be
considered precursors to the modern business card. The reason that so
many trade cards survive to this day is that during the last part of 19th
century it was a popular pastime to collect trade cards and paste them into
scrapbooks. Many trade cards are pictured on this website; an example
advertising "malt tonic" from 1880 to 1889 is shown to the left.
Trade card
- An often colorful promotional card - usually about the size of an index
card - given out free by various businesses to advertise either their
product or a product they sold. This was a very popular advertising
form during the last third of the 19th and first part of the 20th century
for various bottled products - particularly patent medicines - though trade
cards were produced well after that time too. These could possibly be
considered precursors to the modern business card. The reason that so
many trade cards survive to this day is that during the last part of 19th
century it was a popular pastime to collect trade cards and paste them into
scrapbooks. Many trade cards are pictured on this website; an example
advertising "malt tonic" from 1880 to 1889 is shown to the left.
Tubular pontil scar
- see Blowpipe pontil scar.
|
|
|
Turn-mold bottle body showing faint concentric rings. "Hock" wine - ca. 1890-1915. |
Turn-mold (paste mold) -
Refers to a mouth-blown bottle produced in a mold where the bottle is
rotated in
the mold to erase the mold seams and give the bottle a glossy sheen.
Also called a paste mold since the interior mold surface had to have a
lubricant added to facilitate the rotation. Both the terms "turn-mold"
and "paste mold" were used by glassmakers to describe these bottles
(Scholes 1952).
Turn-mold bottles date at least as early as the Civil War through the later mouth-blown bottle era as
they were still listed as late as 1911 in glass manufacturing catalogs
(Putnam 1965). There are no machine-made turn-mold bottles to our
knowledge. Contrary to the implications of the name, the bottle turned
in the mold - the mold did not turn around a stationary bottle. This
process is discussed in more depth on the
Glassmaking & Glassmakers page.
Two-piece mold - A
bottle mold which has only two halves and no separate base section like the
post bottom or post-base and cup bottom or cup-base molds. One-half of the bottle base, body,
shoulder, and neck are formed by each mold half. The term is a more
accurate way to describe what collectors call hinge
mold, key
mold, or snap case bottles (see those definitions
above for more clarification).
The term is often used generically (and imprecisely) to describe any molded
bottle, i.e., "blown in a two-piece mold". For an illustration
of a side hinged two-piece mold click
hinge mold.
Type
or Typing
- See Typology below.
Typology -
According to the Merriam-Webster OnLine dictionary, this is the "study
of or analysis or classification based on types or categories." On
this website the term specifically applies to the use a particular bottle style
or "type" was used for, i.e., what product a particular bottle style was
primarily used for. Also called "bottle typing" or just "typing" on
this website. The typology pages are a very large portion of this
website and begin with the main
Bottle Typing (Typology) & Diagnostic Shapes page.
Ullage - Ullage is the air space
that you see in the neck of of bottle above the contents. If a bottle was
filled to the brim, it would always be in danger of leaking or blowing the
cap off, when either shaken (carbonated product) or raised in temperature. Also know as vacuity
(British Glass 2004).
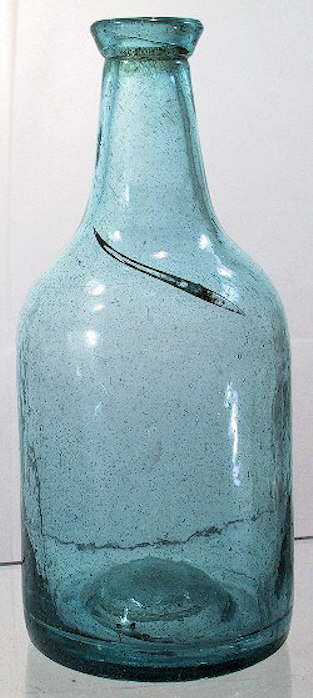 Up-tooled
- A term used by Jones & Sullivan (1989) for a "the lower surface of the
string rim is tooled upwards and outwards with a flat or
rounded top." Those authors used the term primarily in reference to the
appearance of the lower portion of a two-part finish. An up-tooled
finish on an early (1830-1850) American beer or porter bottle is pictured to the
right. Also called a "tapered down" finish (von Mechow 2005); see
Finish #37 for more information. Also see down-tooled.
Up-tooled
- A term used by Jones & Sullivan (1989) for a "the lower surface of the
string rim is tooled upwards and outwards with a flat or
rounded top." Those authors used the term primarily in reference to the
appearance of the lower portion of a two-part finish. An up-tooled
finish on an early (1830-1850) American beer or porter bottle is pictured to the
right. Also called a "tapered down" finish (von Mechow 2005); see
Finish #37 for more information. Also see down-tooled.
Utilitarian bottles/jars
- This term is used on this website to refer to bottles that were - to
quote Webster - "exhibiting
or stressing utility over other values; practical." This website is
designed to address utilitarian bottles which make a large majority of the
bottles made during the 19th century through the first half of the 20th century.
Utilitarian bottles could be roughly defined as:
 Utilitarian bottles include the majority of the bottles in the following
bottle categories or types: soda, mineral water, beer, milk,
proprietary medicine, druggist (excluding shop furniture), chemical, foods &
sauces, household (including ink, shoe polish, cleaners, personal hygiene
related items), common wine containers (excluding decanters), champagne, and
most non-decanter spirits/liquor bottles.
As used here, utilitarian does include canning/fruit jars
and figured flasks (example from the 1820s pictured to the
left) which, though intended to be
reused by the purchasers, have been observed to largely follow the various dating
guidelines found on this website. It should be noted that canning jars
do exhibit, as a group, some notable differences in manufacturing features
which diverge from the general dating guidelines; see the
Canning Jars section of the "Food bottles & Canning jars" typing
sub-page for more information. Also see
specialty bottles.
Utilitarian bottles include the majority of the bottles in the following
bottle categories or types: soda, mineral water, beer, milk,
proprietary medicine, druggist (excluding shop furniture), chemical, foods &
sauces, household (including ink, shoe polish, cleaners, personal hygiene
related items), common wine containers (excluding decanters), champagne, and
most non-decanter spirits/liquor bottles.
As used here, utilitarian does include canning/fruit jars
and figured flasks (example from the 1820s pictured to the
left) which, though intended to be
reused by the purchasers, have been observed to largely follow the various dating
guidelines found on this website. It should be noted that canning jars
do exhibit, as a group, some notable differences in manufacturing features
which diverge from the general dating guidelines; see the
Canning Jars section of the "Food bottles & Canning jars" typing
sub-page for more information. Also see
specialty bottles.
Utility bottle
- A term used by both collectors and archaeologists for various types of bottles
that were multi-purpose, i.e., certain bottle shapes that are known to
have been used for a variety of different products. Click on
Stoddard utility bottle to view an early American (1830-1850) that could
have been used for and assortment of liquid products, e.g., ink, liquor,
medicine/pharmaceuticals, and
others. Also see packer.
Valve mark -A
valve mark is a circular marking that is indistinguishable from an
ejection mark (discussed earlier on this page) typically
found on the base of wide-mouth bottles and jars made on various
press-and-blow, semi-automatic and fully automatic machines.
According to Bill Lockhart (pers. comm. 2021) "On wide-mouth containers,
the parison is pulled out of the parison mold by the mold around the finish
(ring mold) rather than pushed out by an ejection rod
like milk bottles. Before the Ball brothers invented the valve at the
base of the parison mold, the suction of pulling out the parison stretched
the parison out of shape. The valve released the vacuum so that the
parison could smoothly lift free. As far as I know, only milk bottles
were ejected; all others were pulled out of the parison mold by the finish."
Even though currently impossible to tell apart, ejection marks
are virtually always found just on milk bottles, rarely on soda bottles;
valve marks are found on fruit
jars and other wider bore food bottles/jars made from the
early 1900s into at least the 1940s. See the description
of valve and ejection marks on the
Bottle Bases page for more information. Both ejection and
valve markings are an indicator that the bottle/jar was produced on some
type of press-and-blow machine.
Vertical mold marks - Mold marks which
run in the direction of the bottles length (White 1978).
See the mold seams section of the
Bottle Body Characteristics & Mold Seams page for more information.
Wetting off
- The process of applying a small amount of water, usually via a wet wooden
paddle, to the point on the just blown, hot bottle where the glassmaker
wishes to remove it from the blowpipe. Applying water weakens the
glass at the point of application and all that is needed to sever the bottle
from the blowpipe is a sharp tap on the blowpipe with one of the glassmaker's tools.
(Kendrick 1968)
Also See cracked-off above.
 Whittle marks - (Also called
"chip
marks," "chip mold," "cold mold marks," "whittling") These terms refer to a bottle glass
texture which has a wavy, dimpled, or hammered appearance. Called
whittle marks, because the bottle surface looks as though it were blown in
wooden mold where the mold maker's whittling marks are evident.
(Wooden molds were rarely used during the period covered by this
website.) The glass texture effect is usually actually caused by the hot,
semi-molten glass hitting the cooler mold surface; bottle "goose bumps" in a
sense (Ceramic Industry 1949). The image to the left shows a close-up view an extreme example
of this effect; click
whittle marks to see entire image of this large 1850s patent medicine
bottle with the extreme whittle marks.
Whittle marks - (Also called
"chip
marks," "chip mold," "cold mold marks," "whittling") These terms refer to a bottle glass
texture which has a wavy, dimpled, or hammered appearance. Called
whittle marks, because the bottle surface looks as though it were blown in
wooden mold where the mold maker's whittling marks are evident.
(Wooden molds were rarely used during the period covered by this
website.) The glass texture effect is usually actually caused by the hot,
semi-molten glass hitting the cooler mold surface; bottle "goose bumps" in a
sense (Ceramic Industry 1949). The image to the left shows a close-up view an extreme example
of this effect; click
whittle marks to see entire image of this large 1850s patent medicine
bottle with the extreme whittle marks.
Wiped finish - The term wiped finish has been
used by some to refer to what is described on this site as a
tooled finish. Click on
tooled finish to go to a more detailed description of this
process on the Bottle Finishes & Closures page.
Wired cork stopper - Cork stoppers which
are wired in place on the bottle neck. See the cork closure section of
the
Bottle Finishes & Closures page: Part III: Types of Bottle Closures
for more information. Click on the following link
King's Pure Malt to view an early 20th century (1900-1910) "malt
(beer)
tonic" bottle with a wired cork stopper. Champagne continues to be corked in this manner
today (White 1978).
SEARCHING THIS WEBSITE:
To do a word/phrase
or image search of this website
one must use the following Google search link:
Search the SHA/BLM Historic Glass Bottle Identification & Information
Website
(Note: Search results for this website will be just below the
final top-of-the-page Google paid ads.)
4/5/2025
Return to the top of this page.
This website created and managed by:
Bill Lindsey
Bureau of Land Management (retired) -
Klamath Falls, Oregon
Questions? See
FAQ #21.
Copyright © 2025 Bill Lindsey. All rights reserved. Viewers are encouraged, for personal or classroom use, to download limited copies of posted material. No material may be copied for commercial purposes. Author reserves the right to update this information as appropriate.



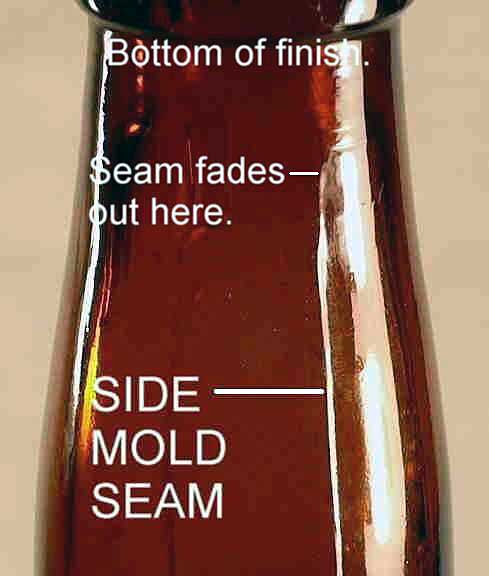

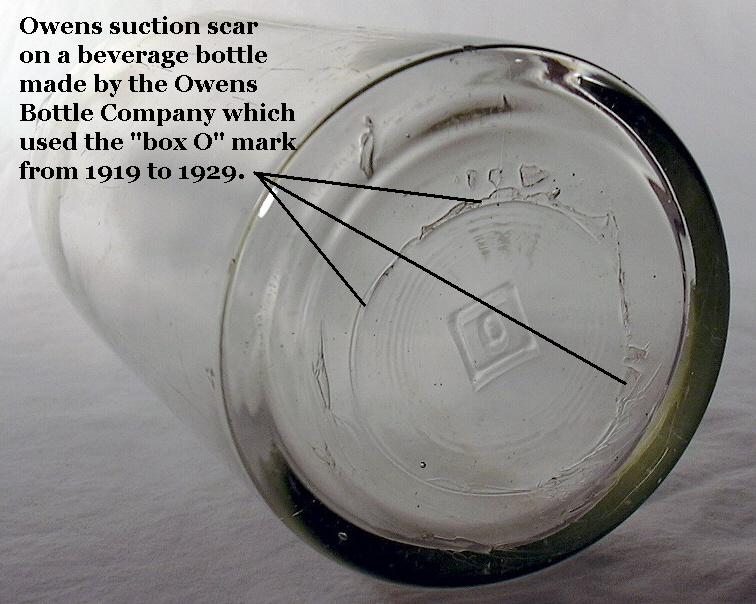
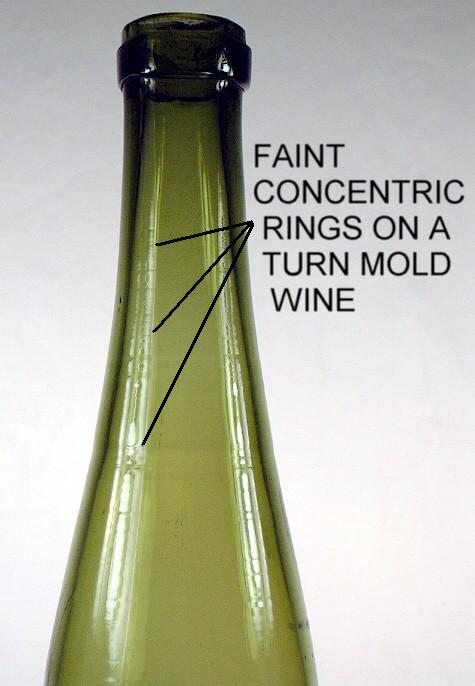
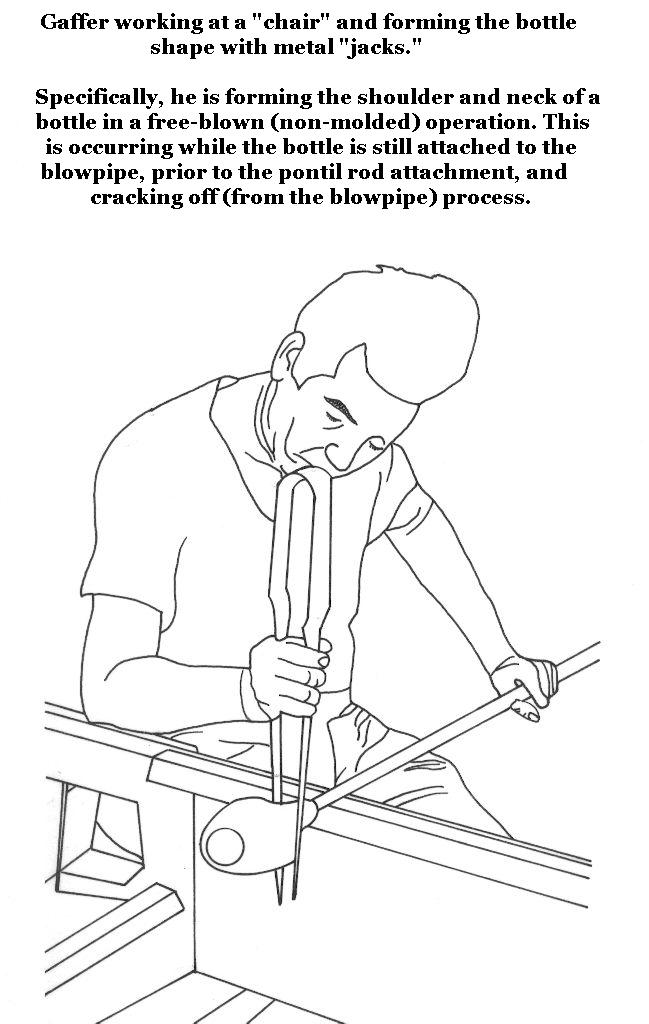{kind=link}
{kind=link}