
Part II: Types or Styles of Finishes
- Page 3
HOME:
Bottle Finishes & Closures:
Part II: Types
of Finishes
- Page 3
FINISH STYLES or TYPES
Additional finish types not specifically listed in the IMACS
|
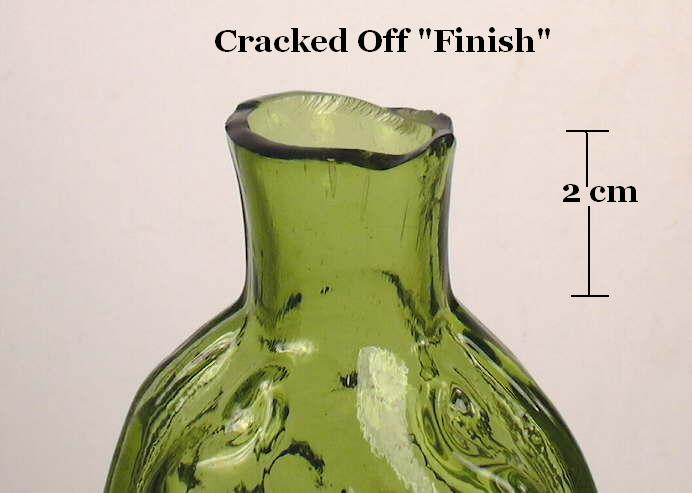
This simple style of finish is, like the straight finish (#15), simply an extension of the neck with little if any tooling or post-blowpipe removal work. It is really a lack of a finish but did function well enough with the highly compressible cork closure. Very often the bore of a cracked-off bottle was fire polished making it impossible to determine if the bottle was actually cracked-off or sheared from the blowpipe, though it is believed that most bottles were cracked-off. The cracked-off finish pictured to the left is on a yellowish green "scroll" flask that was made at an Eastern American glassworks in the 1850s. Most American figured flasks received post-blowpipe removal fire polishing and/or tooling to smooth out the rough finish rim. However, on some "cheaper" though popular mass produced flasks like the scroll style, little time was spent in smoothing out the finish as compared to other, better made and more expensive flasks of the era (McKearin & Wilson 1978). The burst-off method of removing the blowpipe is a distinctly different process than cracking-off, though produced a rough finish rim that is very similar to the cracked-off finish. The image below right is a typical burst-off finish. The burst-off finish looks very similar to the cracked-off finish but does have some subtly differing characteristics (Kendrick 1968; Boow 1991):
Click English ink bottle to view the entire bottle of early 20th century English manufacture whose finish is pictured to the right. Click on the following link to see an amazing film clip from the early 20th century showing glass blowers using the burst-off method of detaching the blowpipe: Early 20th century mouth-blown bottle making film clip. Film clip is compliments of the Owens-Illinois Glass Company. (Many thanks to Phil Perry, engineer with that company.) Practically speaking, virtually all mouth-blown bottle finishes started out as a cracked-off/burst-off neck which with the application heat, additional glass, and/or tooling converted the crude cracked-off neck end into some other more functional type of finish. The cracked-off finish is much less common than the similar straight and rolled (#30) finishes, since the cracked-off neck end usually received some post-blowpipe removal fire polishing and/or tooling which turned the cracked-off neck end into these other two finish styles. For more information on the cracked-off and burst-off blowpipe removal processes click on Part I - Methods of Finishing a Bottle. Like the straight finish, the cracked-off finish can be found on a wide array of American bottle types manufactured primarily from prior to 1800 to the early 1870s. This includes many types of figured flasks, a variety of other liquor bottles, early patent & proprietary medicines and hair treatment bottles, ink & mucilage (paste) bottles, cologne/perfume bottles, food and condiment bottles, and occasional wine bottles. This finish is rarely if ever found on soda, mineral water, and beer/ale bottles, fruit jars, and bottles produced after the 1870s with a few inevitable exceptions. Many of these bottle types utilized types of closures for which a simple cracked-off finish was not suitable for proper sealing. Bottles with a burst-off finish are occasionally encountered on American historic archaeological sites, though most of the crudely made, burst-off bottles seen today were relatively recently imported from England for the American collector market. These cheaply produced English bottles primarily date from the 1890s to 1920s era (Wills 1974; Boow 1991). |
Click here to return back to the Finish Types Link Bar.
|
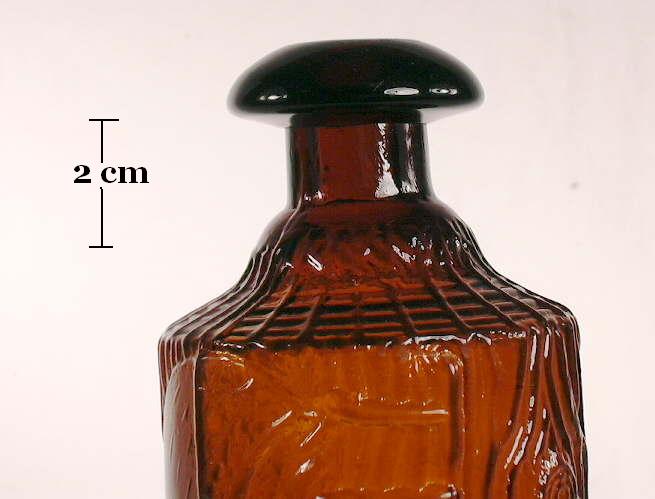
These are also called a "mushroom lip" and sometimes just a "flared finish" (Ojea & Stecher 1998). The design patent for this bottle (November 1883) noted that - "...the neck of the bottle, made with a broad rim at the top resembling a fungus or toad-stool growing out of the end of a log" (Graci 2003). Given this, the mushroom finish is the most historically accurate name. These uniquely "log" shaped bottles are actually relatively common and date from 1883 - when the product was introduced taking the place of the Warner's Safe Bitters and Warner's Safe Tonic - through the 1890s and possibly even into the early 1900s (Seeliger 1974). The Tippecanoe was made with a "true" applied finish to a much later date than most bottles in the late-19th century. This late use of an applied finish was probably a function of the unusual finish which likely defied being produced with purely tooled technology; additional glass had to be added to form this shape. (Note: There is at least one other medicinal "cure" bottle with a similar finish but it is unlikely to ever be encountered due to its extreme rarity.) |
Click here to return back to the Finish Types Link Bar.
|
The distinct feature of this finish is the pouring spout created to facilitate the slow, even removal of liquid contents - see pictures. Pouring spouts can occur on finishes formed by most all of the major finish manufacturing processes covered in Part I: cracked-off, sheared, applied, tooled, and machine-made. The majority of bottles with a pouring finish were intended for the bulk sale of ink - a type of liquid that one generally wanted to pour in a slow, controlled manner. However, pouring finishes were also used infrequently on some liquor bottles, occasional medicines, syrup, and rarely other products. Pouring finishes are virtually unknown on soda, mineral water, wine/champagne, and beer bottles. Pouring finishes were used for a long time (and are still used on some syrup bottles) so no dating utility can be derived from its presence (or absence). Pouring spouts have been noted on the following finish types: mineral (#2), bead (#3),patent (#7), packer (#8), prescription (#9), oil (#11), flare (#14), and straight (#15) (Covill 1971; Jones & Sullivan 1989; empirical observations).
The reddish amber pouring finish pictured to the right is on a Wharton's Whiskey (Philadelphia, PA) that was blown at the Whitney Glass Works (Glassboro, NJ) around 1860 (McKearin & Wilson 1978). This bottle essentially has a straight (#15) or cracked-off (#26) finish that received substantially post-blowpipe tooling to form the large pouring spout (and of course, the addition of an applied handle). Liquor bottles or semi-decanters like that pictured were not too uncommon during the mid-19th century (approximately 1845 to 1875), but were very uncommon on American made bottles outside of that date range. (Note: European-made bottles with applied handles continued until around 1900 and many were imported into this country. They tend to have much smaller, tighter applied handles nestled at the junction of the neck and shoulder.) |
Click here to return back to the Finish Types Link Bar.
|
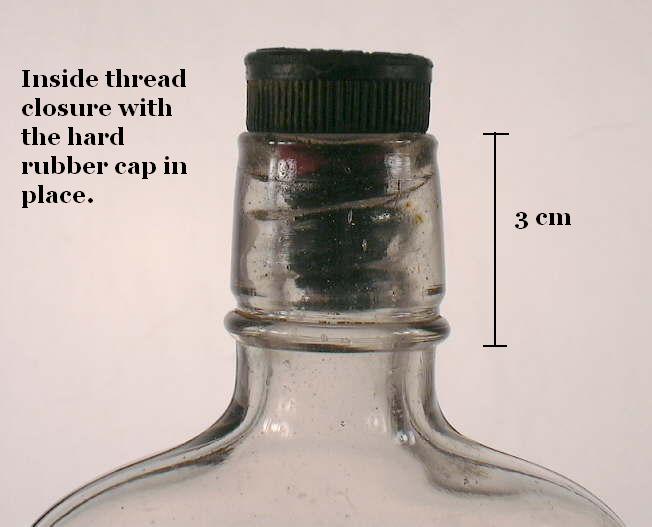
The distinctive feature of this finish style are the continuous type threads which are found on the inside of the finish. This finish is by far the most common on mouth-blown tooled finish liquor bottles made between the late 1880s and National Prohibition in 1920, and in particular between 1890 and 1915. This era's bottles virtually always had the hard rubber type stopper shown in the colorless bottle pictured to the left (Wilson & Wilson 1968; Munsey 1970)). During this era a few other types of bottles were made with inside threads including some soda/mineral waters (mostly foreign made), chemical and/or ammonia bottles, perfumes and colognes, and some ink bottles (Elliot & Gould 1988; empirical observations). An earlier and much less common type of inside thread finish with a glass stopper is also found on mineral water, beer/ale, and liquor bottles and flasks dating between 1861 and the mid-1870s. These different variations are covered below. The colorless, tooled inside thread finish above (inside of a straight brandy finish) is on an S. A. Arata & Co. (Portland, OR.) pint flask that dates between about 1905 and 1911 (Thomas 1998a). Inside thread finishes on flasks were much less common that on cylinder fifths and quarts of that era, but was common enough to warrant mention here.
This bottle has the Samuel A. Whitney
patented (Patent
#31,046, January 1, 1861) inside thread finish that accepts a glass
threaded stopper. The patent noted that this finish arrangement was "...applicable
to a variety of bottles and jars...(but) is especially well adapted to and has been more especially designed for use in connection with
mineral-water bottles, and such as contain effervescing wines, malt
The amber tooled inside thread
finish (what would otherwise be called a brandy finish without
the threads) to the left is on an
Old Castle Whiskey (San Francisco, CA) that was, according to Wilson &
Wilson (1968), produced by the F.
Chevalier Company between 1895 and 1901. However, this bottle also has
the makers mark PCGW on the base indicating it was manufactured by
the Pacific Coast Glass Works, which did not commence business until
1902 (Toulouse 1971). Thus this bottle was very likely produced
between 1902 and about 1910. This
example is very typical of the type of inside thread finish commonly
produced
during the heyday of the style between the 1890 and 1910, and is
particularly common on Western American liquor bottles of that era.
These type bottles are uncommonly found east of the Mississippi (Wilson &
Wilson 1968; Munsey 1970). Click
HERE to view a close-up picture
of this bottles hard rubber stopper. The colorless to slightly pink tooled inside thread finish (inside a double ring finish) to the right is on a quart sized ammonium or chemical bottle that most likely dates between 1890 and 1910 based on diagnostic manufacturing features (i.e. tooled finish, single point air venting, post-mold base conformation). An inside thread finish on this style of bottle is unusual, but is indicative of the variety of bottles that such a finish can be found on. The close-up picture (far right) shows the threads inside the bottle finish. |
Click here to return back to the Finish Types Link Bar.
|
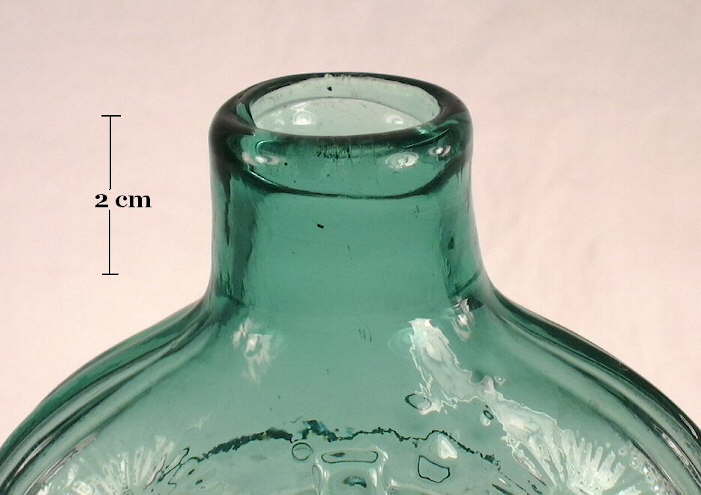
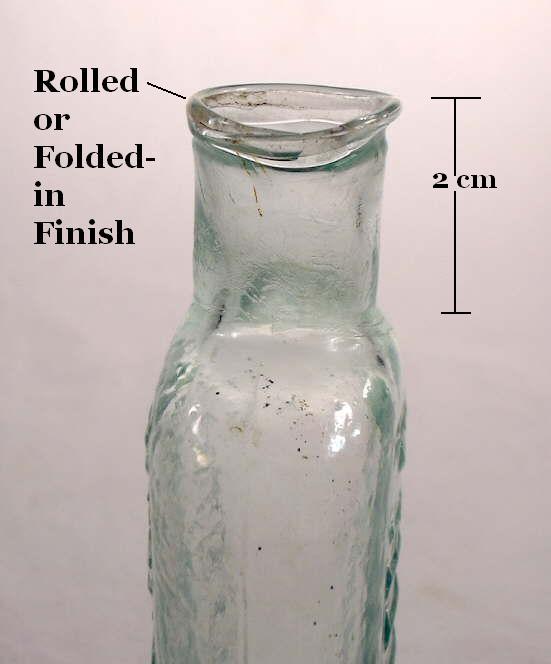
As noted in Part I, this is a method of finishing as well as a type of finish - click rolled or folded finish to go to that section of the Bottle Finishes & Closures - Part I page. This early (generally pre-1870) finish is simply constructed by folding the hot glass at the blowpipe removal point over onto itself and was a common finishing method used on an array of different types of bottles. It was utilized commonly on figured flasks made between about 1815 and the 1860s (picture to the left), medicinal and "hair" treatment bottles (1830s to about 1870), various food and sauce bottles, inks, snuff, and various utility bottles made during the same era. More often than not the glass was rolled into the bore of the neck as is shown on the first three finishes pictured here. Less frequently the glass was rolled outward and onto the extreme upper edge of the neck as pictured on the bottle to the lower left.
The aqua crudely rolled finish (folded-in) to the immediate right is on a Dr. D. Jayne's Hair Tonic (Philadelphia, PA.) bottle that dates from the 1850s (the base has a blowpipe pontil scar). This is a typical rolled finish as found on quickly and cheaply produced medicinal and other utilitarian bottles made during the 1840s, 1850s, and at least early 1860s.
The light olive-yellow bottle to the left is an early American free-blown utility bottle with a relatively wide bore and a simple bead finish (#3) which was formed by rolling (with a tool) the hot glass outward onto the extreme upper portion of the neck. This bottle could have been used for anything from snuff to mustard to medicinals and likely dates between 1790 and 1820 (McKearin & Wilson 1978). Folded or rolled-out finishes are probably less common than folded-in finishes though they are found frequently on larger mouth (bore) utility and pickle/food bottles. That this finish was formed by rolling the upper neck glass and not formed with applied glass (i.e. applied finish) can be ascertained by running ones finger just inside the bore of the bottle and noting the absence of a crease or groove where the sheared/cracked neck and applied glass meshed. The inside portion of this particular finish is smooth and seamless to the touch indicating that the upper neck glass was simply "pushed" out from the bore and on to itself. (See the Finishes page section on the rolled finish method for more information.) |
Click here to return back to the Finish Types Link Bar.
|
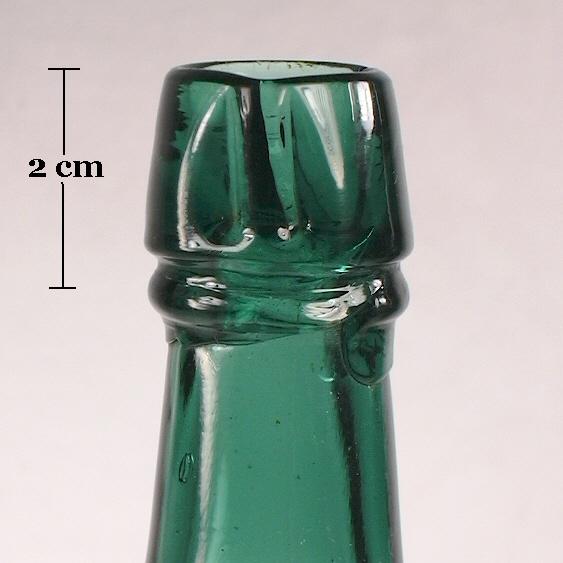
This finish appears from the top to be two round - but parallel - ridges with a groove separating them. This groove was called an "annular groove" by early glassmakers and formed via different finishing processes discussed later. The rounded outside edge of the finish slopes down and towards the upper neck of the jar. This finish is easier to visualize than describe; click on the picture to the left. This design allowed wax, wax-dipped string, or other sealing compound to be placed into the groove. While canning, a properly sized round metal cap with a turned down edge (or sometimes a glass lid or large cork) was then pressed into the warm wax to seal the jar. Click groove ring wax seal finish with cap in place to view such. Alternatively, the cap was first placed into the finish, then hot wax poured into the groove to seal. The oldest wax seal jars used corks "luted" with wax (Toulouse 1969a; Roller 1983). Production methods varied as briefly noted by Creswick (1987): "On the earliest wax sealers the groove was formed by depressing the shoulder while the jar was still on the blowpipe to form the groove...The later more numerous wax seal jars, have a pressed laid-on ring..." (Creswick 1987). In addition, some groove ring wax seal jars were made late enough to have been produced on machines. Specifically, there are several different varieties of groove ring wax seal "Ball Standard " jars which were actually some of the first machine-made hollow-ware, being first produced in 1895 or 1896 and continuing until about 1912 (Brantley 1975; Toulouse 1969a; Creswick 1987). These jars exhibit typical machine-made manufacturing attributes. (See the Machine-made bottles portion of the "Bottle Dating" page.) Returning to mouth-blown jars...groove ring wax seal finishes were produced several ways although the manufacturing methods can be classified into two primary methods: one which entailed the use of applied glass near the point of blowpipe removal followed by tooling; the other primary method did not entail the use of applied glass, but instead utilized the glass present immediately below the blowpipe removal point which was manipulated when soft to form the finish. These two methods are discussed separately below.
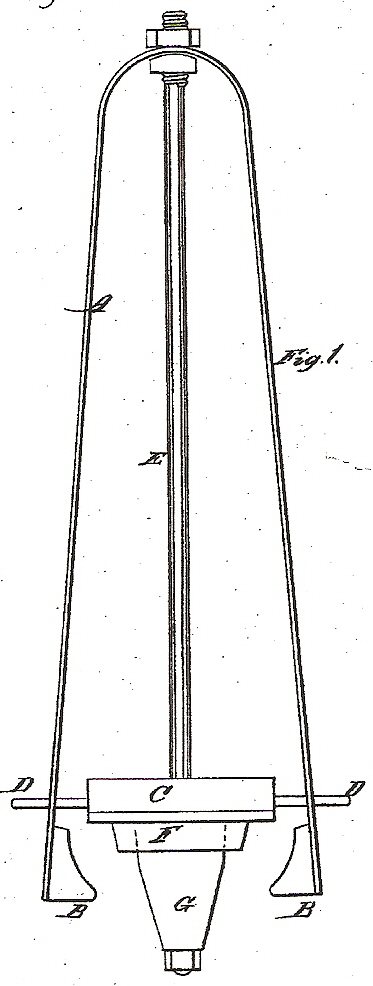
The illustration to the right is from an 1856 patent for a finishing tool that was used to form the applied, groove-ring finishes on wax seal canning jars. This is thought by some to be the first patent for a finishing (aka "lipping") tool (Toulouse 1969b) although it was not a patent for an entire finishing tool - tools which were already in use and almost certainly not patentable. Instead, the patent is for an improvement in such tools for producing the "groove" in the applied groove-ring finish (part "F" in the illustration formed the groove). Click Amasa Stone's September 23, 1856 Patent #15,788 to see this entire original patent - illustrations and descriptive text.
The pictured applied groove ring finish is on a San Francisco Glass Works (California) produced quart fruit jar dating largely from 1869 to 1876 (business years for that glass works), though the two known molds for these jars (quart and half gallon) were likely used in production as late as the early 1880s by the company's successor - the San Francisco & Pacific Glass Works (Toulouse 1971; Creswick 1987; Hinson 1995). This general style of jar was produced in quantity by scores of different companies throughout the U.S. in both quart and half-gallon sizes. Though frequently embossed like the pictured example, these early type canning jars are more commonly encountered with either base embossing or no embossing at all (Toulouse 1969a; Creswick 1987). This style of jar is discussed on the Food Bottle & Canning Jars typology page. Non-applied glass groove ring wax seal finish: These less commonly encountered groove ring wax seal finishes were produced utilizing glass that was blown in the mold along with the rest of the jar - not applied after blowpipe removal. Instead the glass just below the blowpipe removal point was manipulated with a special "former" tool (first jar) or mechanically via a mold part (second jar) when still in a plastic state (possibly reheated if necessary) to form the outer ring and annular groove. A couple non-applied glass finish forming methods are discussed below as well as mention of the oldest method which was just manipulation with the blowpipe:
The noted patent was granted to Joseph Borden of Bridgeton, NJ. who assigned it to David Potter and Francis Bodine who were the proprietors of the Bridgeton Glass Works. This jar was blown with a purposefully molded "bulging ring" around the outside of the finish-to-be area, to which "...pressure (was) applied to the top of the jar and ring by means of a former which embraces the neck of the jar and enters the mouth..." which (to cut to the chase) compressed the molded projecting ring into the upwards flaring outer ring on the jar. The patent claims various reasons this is an improvement over the previous methods which included the previously discussed applied "pressed laid-on ring" manufacturing method as well as the apparently oldest method of forming the groove by the simple application of downward pressure via the blowpipe while the jar was still hot from the mold (Creswick 1987). Click Borden's 1858 patent to see the original patent which describes and illustrates how this finish was made. This quart jar was blown in a post-base mold, has a pontil scarred base (a large disk or glass tipped type), is about 7" tall and 3.5" wide at the base, and is very crudely made reflecting its early manufacturing time. Click on the following links for more images of this jar: reverse side of the jar showing the patent date; view of the jar base; close-ups (close-up 1; close-up 2) of the disk or glass tipped pontil scar with various parts of it pointed out with arrows as it is hard to photograph well.
Even with this manufacturing variation which replaced a mechanical process for gaffer manipulation skills, the finish formation still occurred before the blowpipe was actually cracked-off from the jar (U. S. Patent Office 1860). View and read the linked patents above for more information. These non-applied glass groove ring finishing variations appear to have been used almost exclusively during the 1840s to 1860s period (Creswick 1987). |
Click here to return back to the Finish Types Link Bar.
|
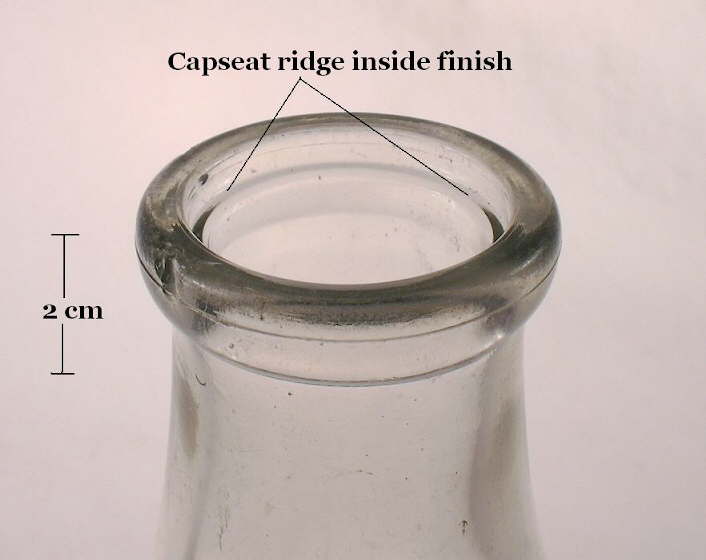
This style of closure (and finish to some degree) was patented by the Thatcher Manufacturing Company in September 1889 (click Barnhart's 1889 Patent to see the original patent for the closure) but did not gain widespread acceptance until the precision and standardization necessary for predictable seating and sealing was attained as automatic bottle machines dominated the market in the early 1900s and later, i.e., mouth-blown, tooled finish examples are relatively uncommon (Giarde 1989; Lockhart et al. 2007c; empirical observations). Machine-made milk bottles with the capseat ledge were made by press-and-blow machines where the cap seat itself was formed by the plunger of the neck ring portion of the first parison or blank mold (Lockhart pers. comm. 2007). See the machine-made bottles section of the Glassmaking & Glassmakers page for more information. Also see the Milk Bottles section of the Food Bottles & Canning Jars typology page for more information on the diagnostic attributes that indicate the production of a given milk bottle on typical press-and-blow machines.
The pictured capseat finish at the top of this section is on a Cloverdale Dairy Co. (Ely, Ruth & McGill, NV.) pint milk bottle that dates between 1925 and 1930 based on a makers mark for the Pacific Coast Glass Company (Toulouse 1971). This bottle is the typical "Common Sense" milk bottle shape which dominated the market from the early 20th century until the mid to late 1940s when square milk bottle came into fashion and popularity although the "Common Sense" style continued to be made into at least the 1960s (Owens-Illinois 1960; Lockhart pers. comm. 2003). This Nevada milk bottle is discussed more as a dating example on the Bottle Dating - Examples of Dating Historic Bottles page.
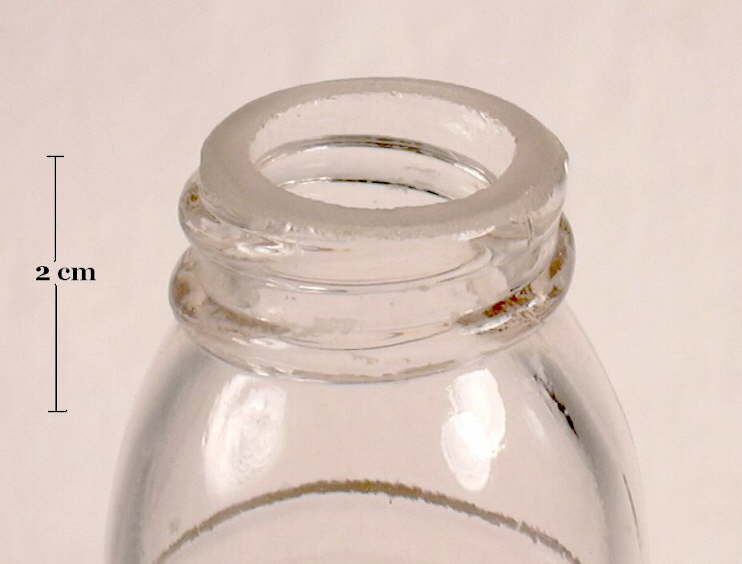
There was apparently some use of this type finish - and presumably the same closure - on a few other types of bottles. Most notable were some food bottles produced during the first third of the 20th century. The image to the left is of a relatively small (6 3/4" tall) mouth-blown pickle bottle from the early 20th century that has a tooled capseat accepting finish, though with a bit different overall conformation to the finish than the typical milk bottle. (Click sweet pickle bottle to see the entire bottle.) Whether bottles with this type finish actually used a capseat closure can not always be ascertained today - unless found with the original closure in place - as it may have used a cork or other closure instead. For example, the pictured pickle bottle appears to have a capseat accepting finish. The base is embossed with K. G. B. Co. which indicates manufacture by the Kearns-Gorsuch Bottle Co. (Zanesville, OH.) who specialized in "Packers' Ware." Kearns-Gorsuch is known to have produced a proprietary closure for food bottles that they called the "Spring Top" closure. It was designed to fit the type of finish shown on this bottle which otherwise looks like a capseat. This closure was patented in 1899 and consisted of a round glass lid with a rubber seal that fit into the "capseat" ledge, all of which was held in place by a spring clip that hooked under the lower edge of the finish (Kearns-Gorsuch Bottle Co. 1916). Click spring top closure to view the pages from the 1916 Kearns-Gorsuch catalog that illustrate this closure. The point of this discussion here is to point out that there are often pitfalls in assuming that a given finish type has only one closure possibility when in fact most closures would fit several different finish conformations (and vice versa). It also points out the fact that there were an immense number of different closure types used during the period covered by this website, many of which are little known today. Indeed, the author of this website made the simple assumption that this bottle took a capseat because it seemed the most likely possibility, when in fact, additional research later indicated it most likely did not. |
Click here to return back to the Finish Types Link Bar.
|
The three-part club sauce finish (it must be three-part to be considered this finish style) is variable but typically consists of a narrow rounded upper part which is typically no wider in diameter than the rest of the finish, a taller flat to slightly rounded outwardly flaring or tapering (from top to bottom) middle part, and a narrow rounded to usually somewhat flared lower collar or lower part. The inside (bore or throat) of the finish usually (but not always) has a "stopper finish" or cork seat ledge similar to the ledge in the capseat finish (#32) above. The shank of the glass stopper that were typically used in these bottle was sheathed by a cork (known as a "shell cork" in glass makers catalogs) which sat firmly on this ledge creating a reasonable seal (Illinois Glass Co. 1920). Click glass and cork stopper to see that section of the "Bottle Closures" page for more information. This finish can be found on applied, tooled, and machine-made bottles dating from at least the 1850s until the 1930s. Because of this long span of use, no dating information can be derived from just the finish itself; other diagnostic features must be used.
The amber tooled finish to the left with the matching glass stopper in place is on an Oregon Blood Purifier (Portland, OR) that dates from the 1890s. This shows that the general club sauce "type" finish can be found on other types of bottles. Although resembling the club sauce finish, this finish would be more accurately called a "three-part" reinforced extract finish (#10) since it is on a medicinal bottle and the upper part (lip) flares out wider than the rest of the finish. The majority of bottles found with this finish held Worcestershire or similar sauce products. |
Click here to return back to the Finish Types Link Bar.
|
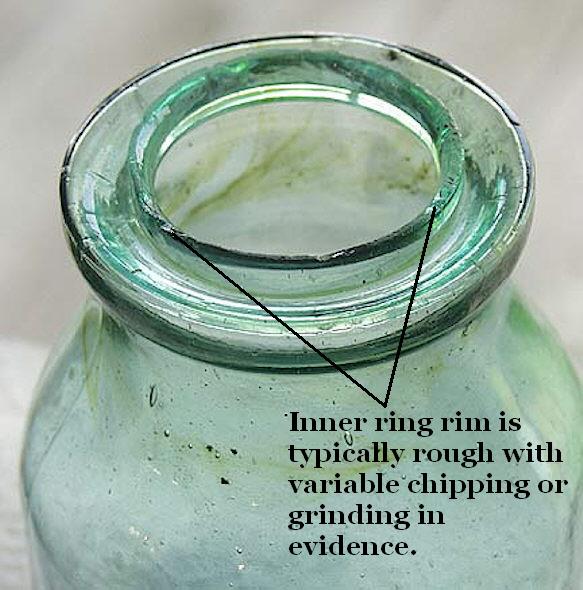
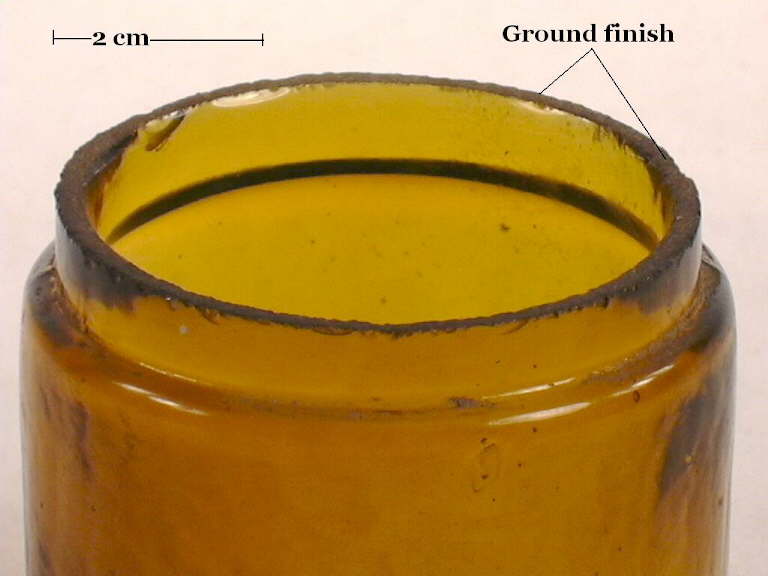
As noted, the ground finish was more a method of finishing than a type of finish, since the functional parts of the finish were fully mold formed and not tooled to shape. Once the bottle or jar is removed from the blowpipe and usually annealed, the rough top surface of the finish (i.e. the rim) was ground down flat to facilitate closure sealing or simply to "finish" the jar. This finish has the following diagnostic characteristics: the extreme upper surface is flat (not rounded at all) and slightly rough to the touch (like fine grit sandpaper); there are usually tiny chips or roughness along the inside and outside edges resulting from the hand grinding process; there is an opaque, sometimes "white-ish" appearance to ground surface; and the mold seam ends right at the outside edge of the extreme upper finish and does not go on to the rim. See the main Bottle Finishes & Closures page for more information. This finish can be found on a variety of different bottle types with differing closures including various jars, liquor flasks (both types usually in conjunction with external screw threads), various wide and narrow bore (mouth) food jars and bottles, though the ground rim is by far most commonly encountered on canning jars made between the late 1850s and about 1910. Click on the following link to view an 1888 patent for a "Glass-Grinding Machine" which shows a fruit jar in place having its rim ground down: Patent #386,738 - Glass-Grinding Machine, July 24, 1888. The amber ground finish/rim pictured above is on a Lightning canning jar which dates from 1882 to the early 1900s (Toulouse 1969a; Creswick 1987). The upper finish part (lip) itself could be called a wide bead finish (#3), though the Lightning finish closure/finish combination is so distinct that it is usually just called that - a Lightning finish and/or wire bail closure (Creswick 1987). Ground, unthreaded finishes like this Lightning jar were very common during that last third of the 19th century until about 1910, on canning jars which accepted various types of glass or metal lids held in place by a myriad of different type closures. (By 1910, the majority of wide mouth canning jars were being machine-made and ground rims quickly faded from the scene within a few years [Toulouse 1969a].) Fragments of these type fruit jars would be very common in historical middens in rural and semi-rural areas, though because of their re-useable nature can be found with much newer items (see deposition lag).
The
colorless
ground finish to the
far right above is on a
Newman's Patent flask which dates from
about 1890. This liquor flask has a molded small external thread
finish (#16) with a ground finish rim. The closure is a small metal "shot" cap
with the screw threads molded into the bottom of the "shot" which screws down to cover the
entire neck (see picture). Newman was a glassblower and eventual owner of the
San
Francisco Glass Works, where most (all?) of these bottles were made.
This unique screw thread style was patented in 1876 (these flasks are embossed Newman's Patent /
Oct. 17, 1876 on the base) with the earliest examples (late 1870s) made in amber
glass with a slightly different design than the later bottle pictured.
These flasks were popular and made for many
The emerald green small external thread finish (#16) with a ground rim to the left is on a very small proprietary pill bottle - Lactopeptine For All Digestive Ailments (New York, NY). This bottle likely dates between 1900 to 1915 and was produced by the New York Pharmaceutical Association and later Reed & Carnrick. The product was produced from before at least 1891 to at least the late 1940s in tablet, powdered, syrup, and "elixir" (liquid) forms (Fike 1987). |
Click here to return back to the Finish Types Link Bar.
|
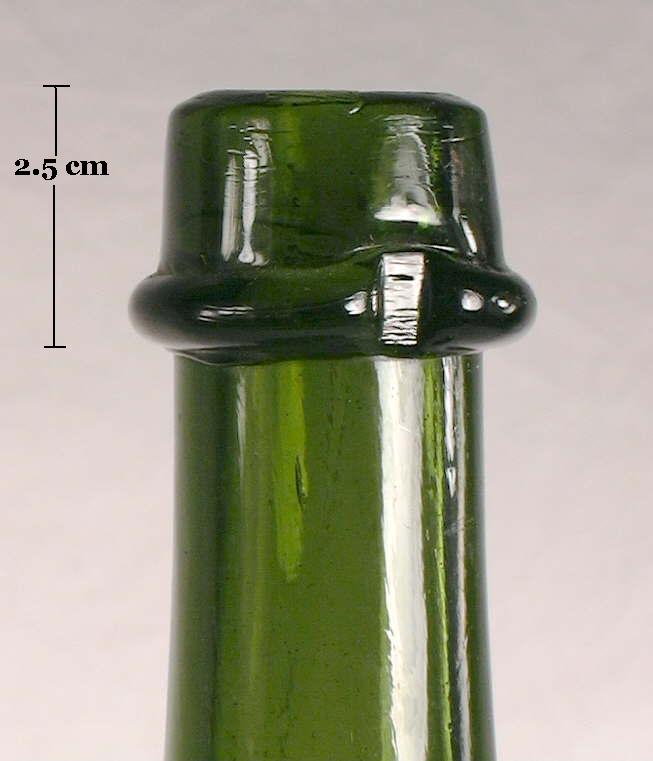
The champagne style bottle pictured to the right has a flaring string finish (click image to enlarge) and is known to date from 1811, as it was found on the wreck of an English ship which sank late that year. (Photo courtesy of Charles Cooper, Maritime Archaeology Program, University of Southern Denmark, Esbjerg.) Variations of this style finish were commonly used on European-made bottles dating from the mid 17th century through the first third of the 19th century. However, this finish is very uncommon on American produced bottles within the time frames covered on this website and will be little referenced. (For more information on early bottles - typically of English manufacture - that most frequently utilized this type finish consult the publication entitled Cylindrical English Wine & Beer Bottles 1735-1850 by Olive Jones (1986). In particular, see the Finishes and Necks section on pages 43-71. This entire book is now available as a pdf file on the Society for Historical Archaeology website at this link: http://www.sha.org/documents/Parks_Canada/Cylindrical English Wine and Beer Bottles - English.pdf )
Jones & Sullivan's use of the term string rim is due to the Glass Glossary's mission of providing defined terminology to allow historic archaeologists the ability to describe any finish by describing its component parts. This website recommends the use of the listed finish names whenever possible to describe the entire finish, with the realization that not every possibility has or can be covered with a unique name. Modifiers may be used to help clarify, i.e. squatty or short mineral finish, wide bead finish, and the like. Unfortunately, finish describing and naming is impossibly complicated by both the immense variety of finishes produced in hand with an abundance of conflicting published information. It is a problem that will not be solved here, alas. |
Click here to return back to the Finish Types Link Bar.
|
The Benedictine finish on Benedictine bottles are somewhat unique and could be basically described as a two-part finish with an slightly outwardly flaring (top to bottom) upper part with a flaring rounded ring lower part or collar. Sometimes the upper part is more straight than tapered. The collars usually (but not always) have distinct indentations or grooves on both sides to facilitate the wiring down of the cork closure. (Click on the following link to see a picture of an early version with a wired down cork on the Benedictine website: http://www.benedictine.fr/anglais/histoire_frame.html) In a sense, this finish is a reversed version of the reinforced extract (#10) or collared ring finishes (#24) where the flared part is the lower part (collar) instead of the upper part (lip). These finishes are found on Benedictine bottles from the 1870s to well into the 20th century. The pictured Benedictine finish is an applied example on a likely imported Benedictine bottle dating from approximately 1895 to 1910 (based on the context it was found in). It is a bright medium olive green in color with very heavy glass, a domed kick-up base, and was produced in a three-piece mold. Click Benedictine bottle to view a picture of the entire bottle showing the typical embossed crescent on one side (a label was often placed inside the crescent). Note: Finishes very similar to the Benedictine finish - minus the ring grooves - were used on some American made flasks and quart calabash bottles made between about 1855 and 1870. These finishes were described by McKearin & Wilson (1978) as a "tooled, broad flat collar sloping to heavy rounded ring" which describes the Benedictine finish well. These bottles/flasks are usually aqua in color, though other colors are possible. Click Cunninghams & Ihmsen flask to see a ca. 1857-1867 pint flask that exhibits a somewhat vague version of this finish style which is often seen on similar era flasks made in the Pittsburgh, PA. area during the mid-19th century. |
Click here to return back to the Finish Types Link Bar.
|
This one-part finish is typified by being wider at the top - which has a flat rim - and tapering inwards towards the base of the finish. The sides of the finish are more or less flat also (i.e. not particularly rounded out or concave). All of the few observed examples were true applied finishes. The gravitation stopper accepting version of this tapered down finish has rounded sides to it making it more like a blob finish than the tapered down finish. The pictured tapered down finish example (click to see the entire bottle) is fairly typical of those found on relatively early American (1830-1850) mineral water or ale bottles (picture from eBay® listing). This particular bottle is free-blown with a iron or improved pontil scarred base. This unusual finish does appear with some frequency on bottles that are attributed to the glassworks in the Pittsburgh, PA. area which may be where this bottle was produced (von Mechow 2005). Of course, without some type of positive identification (label and/or embossing) there is no sure way to determine where this bottle was made or to what use it was actually put; it could have been used for spirits, medicines, or many other liquid products (Jones & Sullivan 1989; Mechow 2005). |
Click here to return back to the Finish Types Link Bar.
|
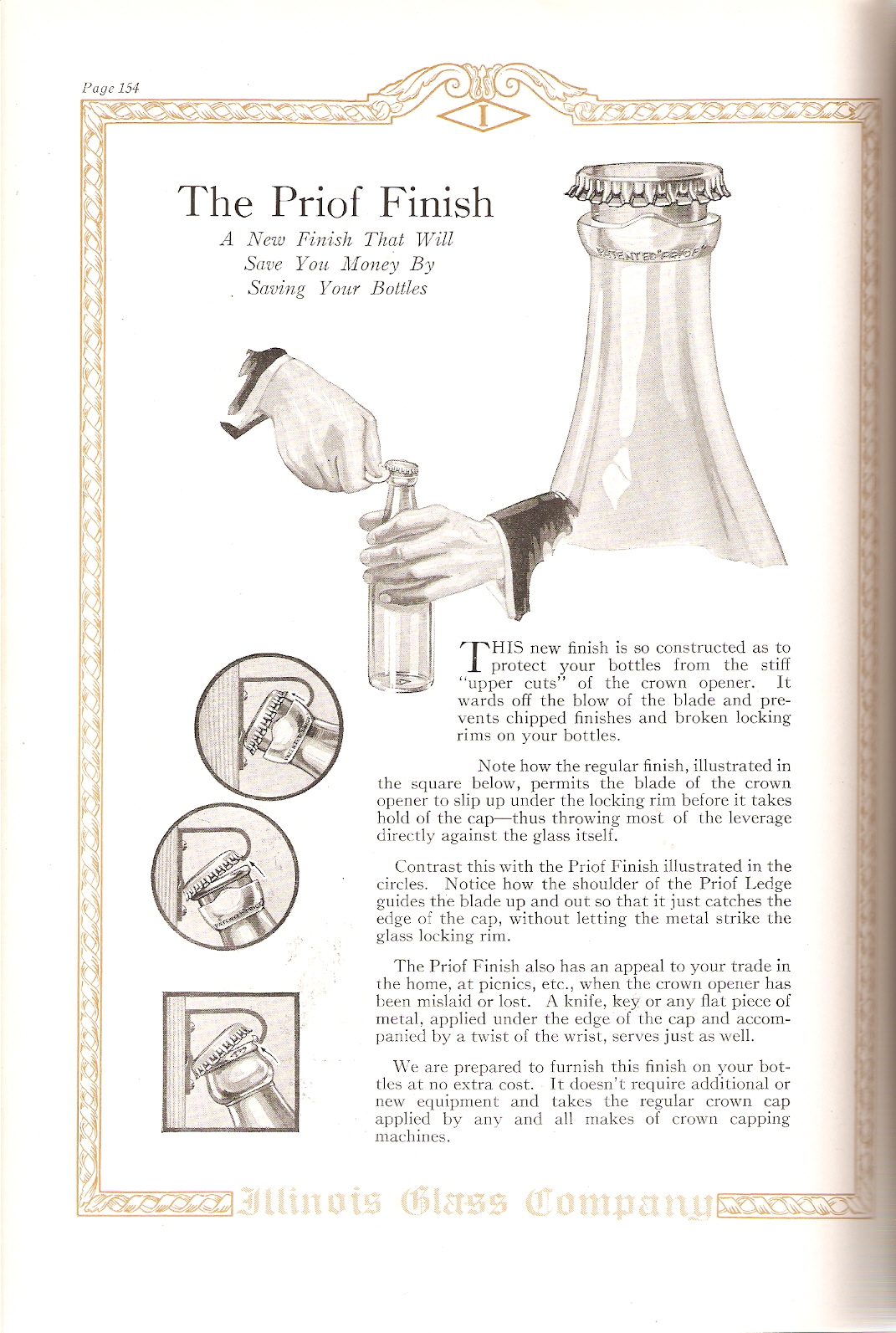
The "ledge" is visible in the image just above the
"PRIOF" embossing; in fact, the embossing is on the outside face of the ledge.
This finish was usually (always?) embossed with REGISTERED PATENTED "PRIOF"
horizontally on the lower part of the finish, as shown in the image above.
This finish was not being offered in the 1920 Illinois Glass Company
catalog but is offered in their 1926 catalog, so it must have been invented/patented
in the early 1920s as noted by Paul
& Parmalee above (IGCo. 1920, 1926; Paul & Parmalee 1973). It appears that this
finish/closure was by far most commonly used on Citrate of Magnesia bottles made
during the 1920s and 1930s, though undoubtedly saw some other use as a beverage
finish/closure. The following link opens the page in the 1926 Illinois
Glass Company catalog that illustrates, explains how to use, and exclaims
the virtues of this finish: The pictured bottle is body embossed with SOLUTION / CITRATE / MAGNESIA and dates from the 1920s. It has the makers mark (on the heel) for the Illinois Pacific Glass Corporation (San Francisco, CA.) which was very closely affiliated with (owned by) the Illinois Glass Company. This bottle dates more precisely between 1926 and 1930 as that was the period in which the "IPG in a triangle" makers mark was used (Lockhart et al., 2005d). Click on the following links to view more images of this bottle: entire bottle showing the embossing and body rings (typical of many Citrate bottles); close-up of the shoulder, neck and finish. |
Click here to return back to the Finish Types Link Bar.
|
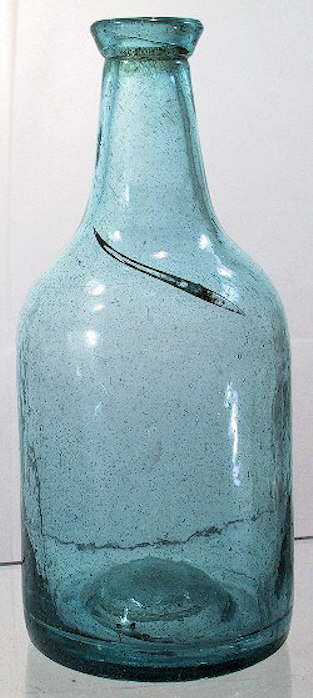
The tapered collar is an early, one-part finish that is usually moderate in height (≤1"), wider at the base of the finish than it is in vertical height, and flares distinctly out from the rim to the base of the finish. It is similar to the oil finish (#11) except proportionally shorter, i.e., the oil finish is usually taller than it is wide at the base. It also shares some physical similarities - as well as use on some similar types of bottles - with the blob finish (#20) except that finish is rounded on the outside surface with the finish rim roughly equal in diameter to the base, whereas the tapered collar is flattened with the base distinctly wider than the rim. It is also similar to the upper, taller portion of some mineral finishes (#2). This finish is probably most often seen on soda/mineral water and beer/ale bottles made in the 1840s and 1850s, largely giving way to the blob finish in the early 1860s (von Mechow 2009 - website). It is also seen frequently on some medicine and bitters bottles, a few figured flasks and liquor bottles from the same time period stretching through the 1860s (McKearin & Wilson 1978; empirical observations). See Tod von Mechow's exceptional website on early soda, mineral water and beer bottles at the following link for more information on specific diagnostic features of these type bottles which can help refine the dating, including this finish type: http://www.sodasandbeers.com The applied tapered finish pictured is on an early mineral water bottle that dates from the late 1840s which was made by the Dyottville Glass Works (Philadelphia, PA.). Click view of the entire bottle to see such. This bottle is also covered in the blob soda section of the "Soda/Mineral Water Bottles" typology page. |
Click here to return back to the Finish Types Link Bar.
|
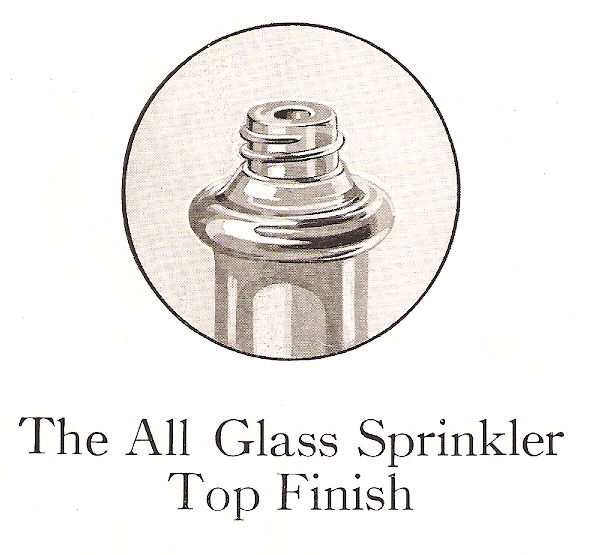
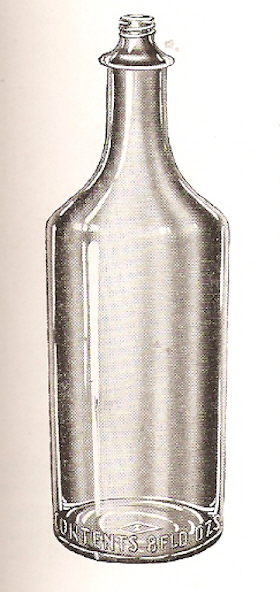
An example of a likely perfume/cologne bottle with a sprinkler top finish is pictured to the left. SOLON PALMER PERFUMER / 3 FL. OZ. N.Y. is embossed on the base. This 4.5" tall, machine-made bottle is of unknown manufacture (no makers marking) but certainly dates from possibly as early as the late 1920s to possibly as late as the mid-1940s given the context if was found. Click close-up of the finish showing the flow restricting "sprinkler top" type external screw thread finish minus the metal or plastic screw cap. Click base view to see the noted embossing as well as a "4" in a circle in the middle of the base of unknown meaning (i.e., a mold code or such used by the glass manufacturer). Click side view to see such. This finish style has a TPQ (beginning of use date) of the early 1920s with the heyday of popularity running from that time until the 1960s, though the finish still sees some use today for various "toilet" products. |
Click here to return back to the Finish Types Link Bar.
|
#41? Room for more finishes!
|
This completes Part II: Types or Styles of Finishes.
Click here to move to
to back to the beginning of Part II: Types or Styles of Finishes.
Click here to go to Part III: Types of Bottle Closures
Click here to return to the main Bottle Finishes & Closures page.
Return to the top of this page.
SEARCHING THIS WEBSITE:
To do a word/phrase
or image search of this website
one must use the following Google search link:
Search the SHA/BLM Historic Glass Bottle Identification & Information
Website
(Note: Search results for this website will be just below the
final top-of-the-page Google paid ads.)
4/5/2025
This website created and managed by:
Bill Lindsey
Bureau of Land Management (retired) -
Klamath Falls, Oregon
Questions? See
FAQ #21.
Copyright © 2025 Bill Lindsey. All rights reserved. Viewers are encouraged, for personal or classroom use, to download limited copies of posted material. No material may be copied for commercial purposes. Author reserves the right to update this information as appropriate.


























{kind=link}