Part II: Types or Styles of Finishes
- Page 2
HOME:
Bottle Finishes & Closures:
Part II: Types
of Finishes
- Page 2
FINISH STYLES or TYPES
The
IMACS "25" continued (#13 through #25)
|
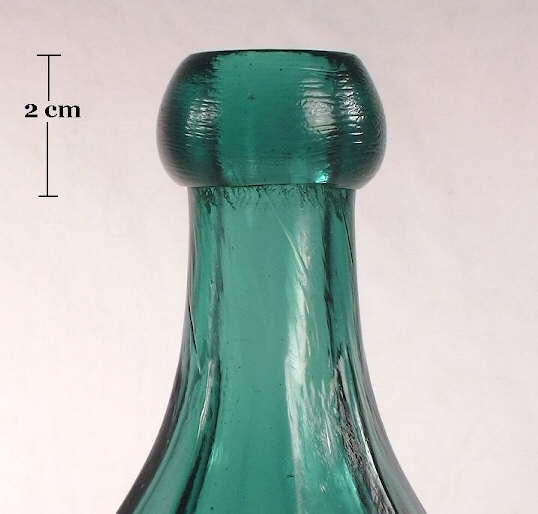
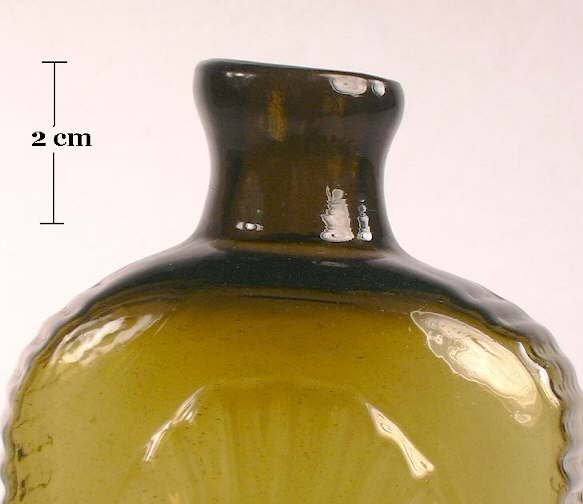
All of these similar finishes were usually produced in the same manner beginning with the bottle being either cracked-off or sheared from the blowpipe. The freshly severed bottle neck then received some cursory tooling and/or re-firing at the break-off point with no additional glass added to form the finish. (This manufacturing process is described on the Part I - Methods of Finishing page.) The distinctive feature of this and the similar finishes is that they are simply minimally tooled extensions of the bottle neck (and one could argue that this group of finishes are "no-part" finishes instead of a "one-part"). Analogous to the following finish (flare), the globular flare initially flares out at the upper neck. However, the globular flare then rounds in towards the bore at the top of the lip or rim forming somewhat of a "cup" shaped finish, as shown in the picture. This shape may be an inadvertent result of a higher degree of fire polishing or may have been intentionally formed this way, or likely a mixture of both. As illustrated by the IMACS the globular flare finish is uncommon and a typically undifferentiated variation of the straight, cracked-off, and flare finishes. (Click http://www.sha.org/bottle/pdffiles/IMACSfinishes.pdf to see the illustration for the globular flare finish - #13 - in the IMACS.) This finish has been observed by the author primarily on figured flasks from the first half of the 19th century; it is rarely observed on other types of bottles or on bottles produced after the Civil War. However, even McKearin & Wilson (1978) did not differentiate this subtle finish in their "Neck Finishes" chart on pages 518-519 of their book American Bottles & Flasks and Their Ancestry. The globular flare should likely be considered an occasional finish variant on the types of bottles noted below for the flare and straight finishes (see below). The olive amber globular flare finish pictured above is on a small (1/2 pint) sunburst flask (Keene, NH.) that was manufactured between 1822 and 1830 and classified as GVIII-10 by McKearin & Wilson (1978). Flasks from this same mold were also produced with the flare finish and straight finish. Which finish a given bottle received apparently depended on the particular glassworker's whimsical preference of the moment or possibly skill levels. |
Click here to return back to the Finish Types Link Bar.
|
The flare finish is most common on various types of liquor flasks and small ink bottles manufactured between 1800 and the early 1870s, with most dating between 1825 and 1865. A very short version of this finish is also common on snuff bottles or jars from the early 19th to the early 20th century. It is also occasionally found on patent or proprietary medicine bottles, some food bottles, some liquor decanters, and some early fruit or food storage jars. Although this type of finish is uncommonly encountered on most bottles manufactured during the late 1800s and early 1900s, it was listed in the 1880 Whitall, Tatum & Co. catalog as being used on "colognes" and is pictured on several fancy cologne bottles with stoppers as well as on "test tubes" (Whitall, Tatum & Co. 1880). This finish was also listed as available in several early 1900s glass manufacturing catalogs where it is illustrated on some wide mouth food bottles, snuff bottles, "test tubes", and some perfume/cologne bottles (Illinois Glass Company 1903, 1908, 1911; Alther 1909). This style is not found on soda, mineral water, or beer bottles of any era, most medicinal and prescription bottles, or liquor bottles and flasks after about 1870.
A variant of the flare finish is pictured to the right (amber bottle) on a snuff bottle or jar (of likely American manufacture) that dates from the 1870s based on diagnostic characteristics (i.e., hinge mold base seam). This tooled finish should be called a short flare finish reflecting the absence of a neck which is diagnostic style feature typical on snuff bottles. The wide mouth or bore and lack of a neck allowed for easier access to this tobacco product. The pictured finish is very common on snuff bottles manufactured throughout the 19th century (and likely before) into the early 20th century, when a more beaded (i.e. bead finish #3) and less flared version was carried over onto machine-made bottles into at least the 1920s.
Both this "hybrid" flare/prescription finish and the previous snuff finish illustrate the wide degree of variation that basically similar finishes can have on differing shaped bottles adding to classification confusion. |
Click here to return back to the Finish Types Link Bar.
|
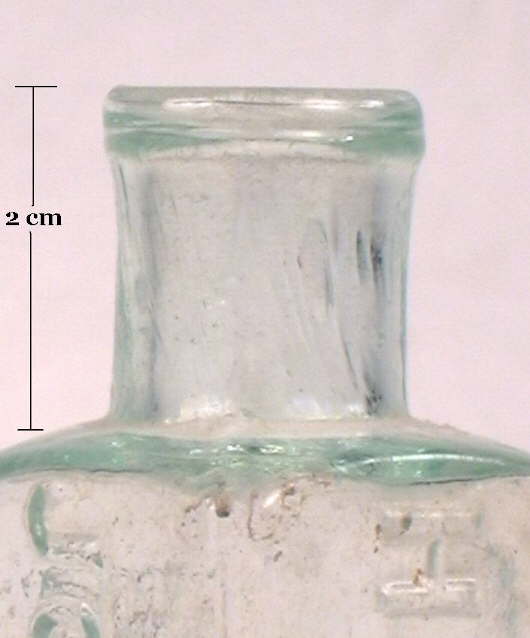
The main characteristic of the one-part straight finish is that the finish is not really physically distinct from the neck, i.e., it is really somewhat of a "no-part" finish. The finish is simply the end of the straight extension of the neck which was typically re-fired, tooled, and smoothed for uniformity and better cork closure. The straight finish was formed as explained above for the globular flare finish (#13). The straight, cracked-off (#26), globular flare (#13), and flared (#14) finishes were often fire polished as indicated by the very smooth and shiny surface on the finish to the left. This finish is more accurately called a straight finish since it is defined by the neck-finish profile being continuous with no added finishing features (Jones & Sullivan 1989). Note: The IMACS stated that the "sheared or blow over finish" is "usually ground" which would mean that the upper surface of the lip (i.e., rim) has been manually ground down to smooth out the rough cracked-off surface. The term "blow-over" (also called "blow-back") has several meanings, but is often used in reference to a type of mold (i.e., "blow-over mold") that forms the entire bottle - including the finish - with a resulting rough surface at the top of the finish where the blowpipe was cracked-off. This jagged rough surface was usually ground down to complete the finish. American made blow-back molded bottles often have some type of external finish feature that was designed for a specialized closure like screw threads, e.g., canning jars, which are covered under ground finish (#34) later in this section. (Jones & Sullivan 1989). Straight finishes with a ground rims are most often observed on ink bottles, particularly English made bottles that date from the late 19th and very early 20th century, though can also be found on some American made ink bottles (Covill 1971). Click HERE for a picture of a small, late 19th century, ink bottle having a straight finish with a ground surface which was likely made in England. These ink bottles also come with just a cracked-off finish (#26) having received no post-blowpipe grinding. Most American made sheared/straight finishes are only occasionally seen with a ground rim; it is much more often not ground but instead re-fired, fire polished, and/or tooled.
The medium green straight finish pictured to the above left is on an early American pint sunburst flask (Keene, NH) which dates between 1815 and 1817 and classified as GVIII-2 in McKearin & Wilson (1978). These types of decorative but functional early 19th century flasks were usually fire polished to give the finish (and often entire bottle) a glossy sheen since they were meant to be retained and reused indefinitely.
The amber tooled straight finish to the left is on a Radam's Microbe Killer bottle (New York & nationwide "depots") which was manufactured between about 1890 and the early 1910s. Use of the straight finish after 1900 was relatively unusual but part of the styling that the Radam's Company desired in their large bottles. This bottle would have been finished with more technologically advanced tools than the other two early straight finishes described above, i.e., with a finishing (aka "lipping") tool. Click finishing tool to see an illustration of a late 19th or early 20th century finishing tool. |
Click here to return back to the Finish Types Link Bar.
|
This ubiquitous finish is distinguished by having some type of raised ridge or ridges on the outside surface of the finish that accepted an appropriately shaped cap which tightened and sealed the bottle when twisted. External thread finishes are so commonly used today that further explanation is probably not necessary; everyone is familiar with "screw-top" bottles. Many externally threaded finishes - like the one to the left - could be considered a three-part finish since it has a distinct bead type upper finish part, a ring at the base of the finish, and additional features (threads or lugs) in between. However, many other threaded finishes - like the one pictured immediately below - could be considered as a two-part finish with the ring or bulge at the base of the finish being one part and all the threaded portions above it the second part. The other externally threaded finishes pictured below, as well as in the next section on the wide mouth external thread finish (#17), could be considered either two or three-part depending on how one views the threaded portion of the finish above the finish base ring. In any event, these type finishes would be more properly classified as outlined in the following section. External threaded finishes were (and still are) produced with three primary thread types - a. continuous threads, b. interrupted (or discontinuous) threads, and a variation of the latter type called c. lug type. All three are covered separately below:
The colorless, machine-made continuous external thread finish to the above left is on a Heinz® catsup bottle made by the Illinois-Pacific Glass Company (San Francisco, CA.) in the 1920s. This particular threaded finish was designed with a bead-like upper part (or lip) to also accept a crown cap and probably a Goldy cap also (Anonymous 1929). These type finishes without the bead lip can be found on various mouth-blown sauce and condiment bottles dating from the 1890s and are prominent in early 20th century glass maker catalogs (Illinois Glass Company 1903, 1911; Bellaire Bottle Company ca. 1910; Obear-Nester 1922). Catsup and other condiments still come in similar bottles with an external threaded finish . The colorless, mouth-blown continuous external thread finish to the right above is on a small salt shaker bottle likely produced during the late 19th century. The thread makes just over two full turns around the finish. This bottle also has a rough cracked-off or burst-off rim that was not ground down; it was produced in a blow-over mold which was discussed above in the straight finish section (#15). Click closed mold to view an illustration of a mold that would have been used for the blow-over method.
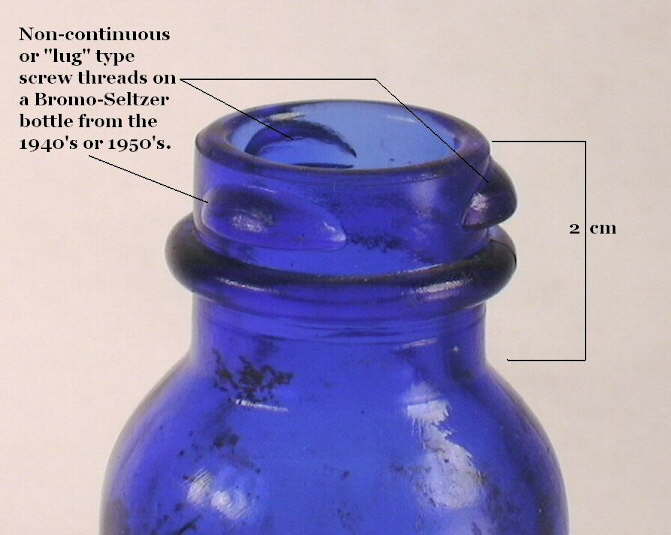
c. Lug type external thread: The lug type external thread finish is a variation of the interrupted external thread where the ridges are shorter, higher, and thicker; they are also referred to as and "interrupted thread" by White (1978). This particular type of finish was also called a "duplex" by some bottle makers (Obear-Nestor 1922; Fairmount Glass 1930s). The machine-made cobalt blue lug finish to the right is on a Bromo-Seltzer bottle manufactured in the 1940s or 1950s. The lug "bumps" on this bottle are very short and distinct. Lugs can vary widely depending on the manufacturer and type of bottle. This type of thread was first used at least as early as 1906 in the form of the "Amerseal" cap/lug finish on wide mouth food bottles and similar narrow necked versions were being offered by bottle makers in the 1920s for peroxide bottles (Obear-Nester Co. 1922; Lief 1965). Like the other types of external thread finishes noted here, the lug type saw much wider application after about 1930.
Small mouth external thread finishes were used, though rarely, on some mouth-blown liquor flasks and perfume/toiletry bottles dating back to the mid-1870s. External screw threads on mouth-blown bottles are relatively more common (though still not typical) beginning in the 1890s on liquor flasks, some perfume/toiletry bottles, and various condiment and sauce bottles (Clint 1976). The vast majority of mouth-blown external thread finishes have continuous threads; interrupted and lug type threads are rarely seen on mouth-blown bottles (empirical observation). The picture to the left (colorless bottle) shows a mouth-blown small mouth external thread finish on an early 20th century (1910s) liquor flask where the threads were formed by the mold and only the very top of the finish, above where the mold seam ends, was actually tooled. On bottles that have a ground top surface (rim) to the finish the side mold seam will terminate right at the extreme upper edge of the finish, but will not curl over onto the ground rim - top surface - of the finish. By 1920, machines dominated the production of bottles (Barrett 1926). The higher levels of precision attainable with automatic bottle machines and the adoption of industry-wide standards for external thread finishes and metal screw cap closures between 1919 and 1924 spelled the end of cork as the dominant closure type (Lief 1965). Externally threaded bottles (and those with the revolutionary crown finishes (#19)) dominated the market by around 1930 with cork sealed bottles becoming increasing more uncommon after that date with the exception of wine bottles and many liquor bottles (Lief 1965). Bakelite, a thermosetting plastic, made its debut in 1927 as a screw cap closure material (Berge 1980) although reportedly the first plastic screw caps were used in 1922 (on toothpaste tubes) though were uncommon until 1927. Urea-formaldehyde resinoid plastics were first used in about 1930 to 1931 (Bender 1986). External threads can be found on virtually any type or style of machine-made bottle with the exception of carbonated beverage bottles (beer and soda) which almost exclusively used the crown cap until the last third of the 20th century. Because of this, the dating and/or typing of machine-made external thread finish bottles must be done using other diagnostic characteristics. |
Click here to return back to the Finish Types Link Bar.
|
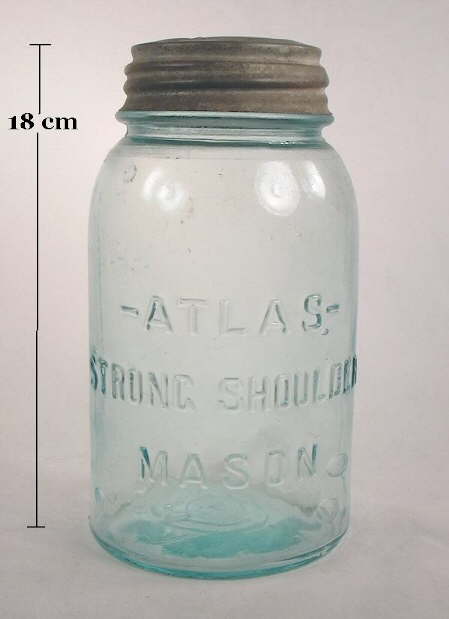
Like the small mouth external thread finish (#16), this one is also called screw threads, screw-top, screw-cap, helix, coil, external screw thread, and likely many other names due to the ubiquitous use of threaded finishes for al almost 150 years. Click http://www.sha.org/bottle/pdffiles/IMACSfinishes.pdf to see the illustration (#17) in the IMACS table. This external thread finish is distinguished from the previous one simply due to size; it otherwise looks and functions the same. All of the information listed for the small mouth version above also pertains to this finish. As with the small mouth external thread finish, the wide mouth version can be found with either continuous, interrupted, or lug type external threads. For classification purposes, there is no established "break" to separate the wide from the small mouth versions. It is not really necessary, so it is not proposed here. The wide mouth external thread finish pictured to the left is an example of about the maximum width these finishes can attain being almost the same diameter as the jar itself. Wide mouth external thread finishes are most commonly found on canning jars and other food storage jars dating back at least to the invention of the Mason fruit jar in 1858 and continuing up to the present day. Mouth-blown external thread finish jars (usually pre-1910) have a ground rim (i.e., top surface to the finish); machine-made versions (after 1900 and almost always after 1915) have a smooth, non-ground top rim. Jars made during the transition period from hand-made to machine-made production (approximately 1900-1915) were made by either method with increasing domination by machine-made items as the period progressed and automated technology became better, cheaper, and more available (Toulouse 1969a). Because of the wide date range of use, the dating and/or typing of jars and bottles with this finish must be done using other diagnostic characteristics.
The aqua machine-made wide mouth external thread finish to the left is on an Atlas Strong Shoulder Mason jar that dates from the 1920s (Creswick 1987). This example is typical of the finish found on the plethora of machine-made, wide mouth external thread fruit jars made throughout the 20th century. Also view the picture of the modern wide mouth olive or pickle jar in the small mouth external thread finish section just above. |
|
The "mythical" applied external screw thread finish: speculation...and discovery! The author of this website has heard rumors for years of the existence of applied external screw thread finishes on mouth-blown bottles but has never been able to confirm such. Did they exist? Well, a search of Google Patents™ indicates the possibility of such. Specifically, in 1870 a patent was granted to W. M. Kirchner of Pittsburg, PA. for the "Improvement in Tools for Forming Screw-Threads on Glass Jars." Click Kirchner's December 6, 1870 Patent #109,825 to see the original patent. The patent was for a finishing tool that formed an external threaded finish on glass jars. This patent did not, however, specify that it was to be used on glass applied to the blowpipe removal point, although the era was definitely when applied finishes were ubiquitous (U. S. Patent Office 1870). A further check of the patents for Kirchner found one from 1871 for an "Improvement in Glass-Jars." This patent is also available at this link: Kirchner's May 30th, 1871 Patent #115,326. The patent noted the following - "In... externally-threaded fruit-jars...the screw-threads have commonly been blown in the two-part mold along with the body of the jar, so that a fin was formed across the gasket-seal and screw thread, which fin prevented the use of a glass cap. (Note: The "fin" is the jagged glass remaining on the jar rim after blowpipe burst-off; glass which was ground down to produce a flat rim.) To get rid of this fin, and adapt the jar for use with a glass cap, I make what is generally known as a ring-jar, by winding a ring of plastic glass around the neck of the jar, and then form the screw-thread and finish the jar by the use of a suitable tool, such as was patented to me by Letters Patent #109,825 (U. S. Patent Office 1871). (Emphasis added) This certainly seems to be describing the use of the noted tool to form external threads on glass applied to form the finish of a jar. Whether such a process was ever used is a valid question as many patented processes and tools were not practical in real world applications. With time maybe an example of such a jar (or bottle) from that era with such will be located.
The pictured bottle has a finish that is about 2.25" tall and 1.25" diameter across the rim - a rim which is not ground down like other external screw thread finishes of that era would be (like Mason style canning jars). It also has two 180 degree opposite vertical side molds seams which do not remotely line up with the vertical side mold seams on the bottle itself. The middle of this unusual finish has the horizontal embossing PAT'D FEB. 27, 1877. A patent on that date was granted to one Samuel Oakman of Winchester, Massachusetts for "An Improvement in Molding Glass." This patent (click Oakman's February 27th, 1877 Patent #188,725 to view it) shows an external screw thread finish on a bottle and outlines the process and tool ("device") needed to form an applied finish. The finish and seams were formed by the "device" described and illustrated in the patent drawing. Specifically, the patent notes that it is for a "...a method of forming glass necks for bottles..." and that the "...invention is particularly designed for forming a strong screw-shoulder and neck on large glass bottles like "carboys"..." - the illustrated large bottle fitting that perfectly. As far as the process, the patent goes on to say that "... the neck of the bottle, still hot, is inserted (into the device); then the molten glass is placed in the well (of the device)...and the whole put under a press, the operation of which is to force the plunger (of the device) and drive the glass from the well onto and around the neck of the bottle, thus forming the shoulder...and screw." The "screw" is the screw threads; the "shoulder" apparently being the flange just below the threads - both of which are shown in the patent illustration, although the conformation of the "shoulder" is different on the pictured bottle than the patent illustration. Although apparently unrelated to the 1870 and 1871 patents, this unique and unusual bottle does prove that applied external screw thread finishes were sometimes used on very rare occasions. Thanks Henry for a bottle mystery solved! |
Click here to return back to the Finish Types Link Bar.
|
The champagne style of finish can be formed several ways, the first three (mouth-blown bottles) of which can be difficult to tell apart with this finish style (Jones & Sullivan 1989; Lindsey 2010):
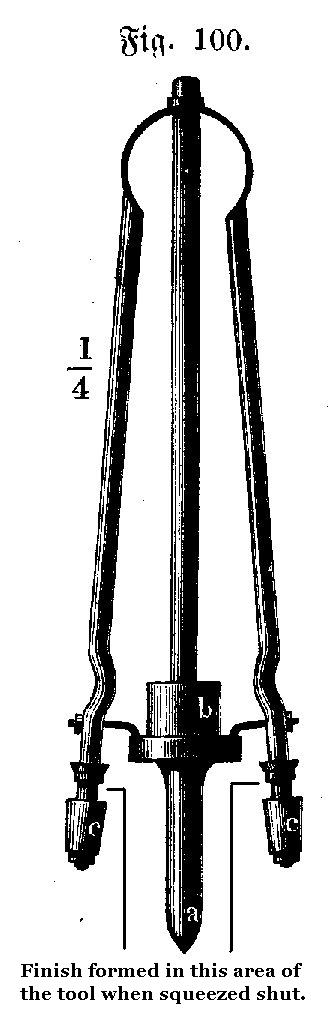
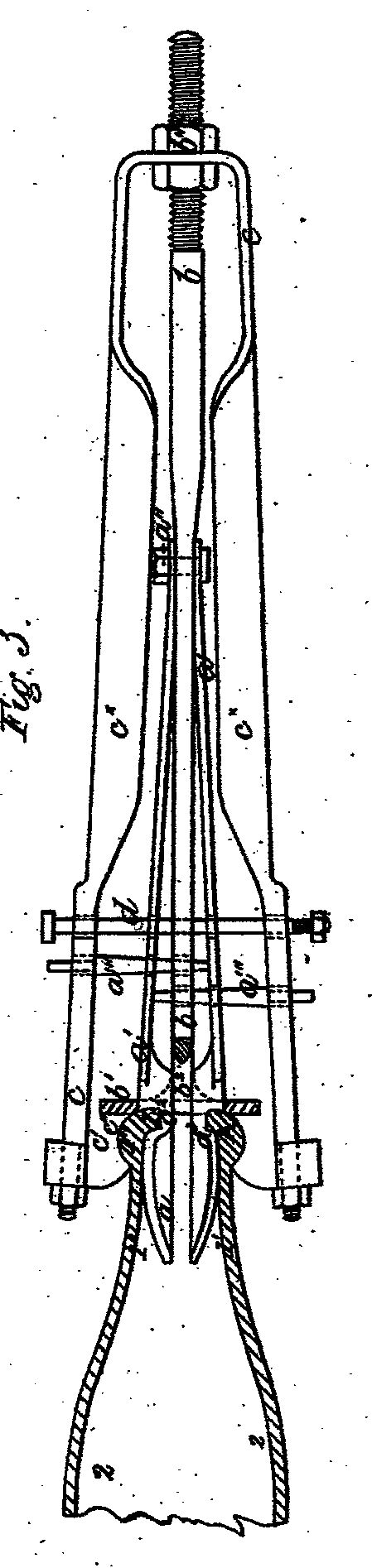
The finishing or lipping tool illustrated to the above right is from an 1862 German glass making book (Stein 1862). It shows a tool specifically designed for forming a champagne finish, presumably on applied glass given the time period involved. Click on the illustration to view a larger version of it with the actual champagne finish forming area pointed out.
In spite of the name, the champagne finish is found on
a fairly wide array of different type bottles. It is most
commonly found on wine and champagne bottles dating between the early 19th century
to the present day. Based on empirical observations this finish was
also used occasionally on various
medicinal and bitters bottles (primarily during the last half of the
The blue-green tooled champagne finish to the immediate right is on a Colden's Liquid Beef Tonic (New York) that was likely manufactured between about 1890 and 1915 (Fike 1987). This bottle represents some of the variety possible in the use of this finish as it is shaped and finished like the champagne bottles of that era but actually held a food based medicinal product. Beef based "tonics", which claimed to have wide ranging medicinal qualities, were quite popular in the U.S. during the era that this bottle was made. These type medicinal "tonics" often included coca as an ingredient, helping explain the wide popularity of this class of medicines prior to more stringent federal regulations during the first third of the 20th century. Tonic properties indeed!
The olive amber applied champagne finish to the left is on a pictorial/figured double eagle flask produced by a Pittsburg, PA. glass manufacturer around the Civil War (1860s). This style of finish was fairly commonly used during the latter end (1850-1870) of figured flask popularity, but can be found on other liquor flasks up until the early 1900s. On figured flasks this style is often referred to as a "tooled, flat ring below thickened plain lip" or if the band is somewhat rounded, a "tooled, broad round ring below thickened plain lip" (McKearin & Wilson 1978). |
Click here to return back to the Finish Types Link Bar.
|
The typical crown finish is usually two-part being comprised of a rounded narrow "bead" upper part (also called a "locking ring" or "locking bead") which actually holds the cap on top of a variably rounded or flattened lower part which varies widely in height and conformation (Anonymous 1929; Lief 1965). The only consistent feature between the many variations of the crown accepting finishes was the bead upper part or lip which was 1" (~2.5 cm) in diameter and continues to be the diameter today - over 100 years later. A "standard" type two part crown cap accepting finish (pictured to the left) was sometimes made with another rounded ring below the second part, i.e., a three-part finish (picture below left). A crown cap accepting finish was also sometimes produced with no collar or second part, just a one-part bead lip itself with the neck beginning immediately below. Click single bead crown finish to view an image of an early 1960s beer bottle with this type finish, which could just be considered simply a bead (#3) finish. The colorless crown cap accepting finish to the below right is comprised of two parts that are almost identical in conformation making it look more like a double ring finish (#1) than crown. This "double ring crown" example is found on a small juice bottle from the 1950s and is commonly seen on beer and beverage bottles made during the last half of the 20th century.
Note: It should be mentioned that the crown cap finish was one of the few types of machine-made finishes that sometimes received post-production fire polishing to smooth out the mold seam induced rough edges. Southern Glass Company (Los Angeles, CA.) advertised the fact in the 1920s as enhancing sealing ability and it is likely that other glass companies of the period also fire polished crown finishes (Lockhart et al. 2009b). Fire polishing of a machine-made crown finish may smooth out the mold seams in the finish to the point it may appear as though it were mouth-blown bottle with an improved tooled finish. If this is the case then the presence of some other machine-made diagnostic features (e.g., ghost seams, suction scar, horizontal neck ring seam below finish) would still be present to make the determination. This is discussed more on the Bottle Dating page under Question #2. The crown finish is by far the most commonly found on soda, mineral water, and beer bottles. It is found on both mouth-blown bottles dating from the mid-1890s to 1915 (virtually always tooled not applied) and machine-made bottles beginning around 1910-1912 to the present (Axelson 2000; Lockhart pers. comm. 2003). A crown cap accepting finish was also used occasionally on some narrow mouth food, sauce, and catsup bottles, and even on a maple syrup bottle from New England. The practical utility of this finish and closure was (and is) for products that were to be consumed relatively quickly with no necessity for re-sealing. Because of this the crown finish is rarely found on medicinal, ink, wine, and liquor bottles, and most food bottles where the product was not totally consumed immediately. (The finish can be re-sealed over and over, but one needs a new cap and a capping press to correctly do so. There were also some re-sealable caps that sometimes fit the crown finish "bead"; see the Kork-N-Seal and Goldy closures portion of the Bottle Closures page.)
The author of this website has received many questions about these bottles as they do not fit the applied finish dating "rules" described on this site. As noted, the crown finish was invented in 1892 after the vast majority of U. S. bottle manufacturers were exclusively using the tooled finishing method to form most bottle finishes (empirical observations). The author believes that these applied crown finish soda bottles were made in the United Kingdom between about 1900 to the late 1910s or possibly early 1920s. In fact, this bottle has an embossed "N" on the base (along with an offset "C") that likely indicates production by Nuttall & Co. - an English bottle maker (Lockhart et al. 2018j; Lockhart pers. comm. 2019). Click base view to see such; click Nuttall & Co. to view the recently published article on the company. Many of these English made bottles were imported into the U. S. and Canada for use by American soda/mineral water producers. One additional example is the round bottom soda bottle at the following link: applied finish round bottom soda used in the US. (Click round bottom soda bottles for more information on this unique style.). Click close-up of the finish to see the applied crown finish showing some typical applied finish "slop over" below the base of the finish. It is a mouth-blown, true two-piece mold, applied crown finish bottle used by a soda manufacturer in New Hampshire in the early 1900s for ginger ale. (Note: Applied crown finishes are also occasionally seen on Asian produced beer bottles made during the first few decades of the 20th century. These bottles seem to be found mostly in the Western US in the authors experience.)
The colorless, machine-made crown cap finish variation to the left is on a catsup bottle made by the Hazel-Atlas Glass Company (Wheeling, WV) in the 1930s. This type crown finish variation was primarily used on machine-made bottles produced during the 1920s, 1930s, and 1940s and appears uncommon outside that period. (Note: It is quite possible that these type of catsup/sauce bottles accepted the double "Goldy Cap" which allowed for resealing after the initial opening (Lief 1965). However, these bottles are also sealable with a standard crown cap. In fact, the pictured one had a crown cap on it when found!) |
Click here to return back to the Finish Types Link Bar.
|
This one-part finish looks like its name in that it is a distinctly outwardly rounded and tooled "blob" of glass that can be uniform and vertically symmetrical or vertically asymmetrical like the examples pictured here (covered more later). This style of one-part finish is found in many subtle variations as to form and size, only some of which are pictured here. The blob finish can sometimes grade into and look similar to the oil (#11) and packer finishes (#8) - both of which have a much less distinctly rounded outside surface - and sometimes approach the dimensions of the bead finish (#3), though the bead is much narrower vertically. Compare the photos of each of these finishes to see the variably subtle differences.
To the right is an illustration from an 1876 patent which shows a typical calipers type finishing tool used to create a type of applied, one-part "blob" finish used for carbonated beverages. (Click J. Lamont's May 29, 1876 Patent #183,267 to see the entire patent.) The blob finish and upper neck of the bottle is visible being held between within the "jaws" of the calipers type finishing tool which is otherwise quite typical of the tools used to finish bottles from at least the 1840s until the end of the mouth-blown bottle era. Blob finishes are most commonly found on soda and mineral water bottles from the 184s through the end of the mouth-blown era (1920 or so) and beer bottles from the 1870s into the 1910s. This style was occasionally but not commonly used on other types of bottles including patent or proprietary medicines and even a few figured flasks dating from the mid-19th century. McKearin & Wilson (1978) called this finish a "tooled, rounded rolled-over collar" on figured flasks. The wide period of use precludes any general dating conclusions simply based on the shape; other diagnostic features must be used, including the bottle type itself. See the Bottle Typing page for more information.
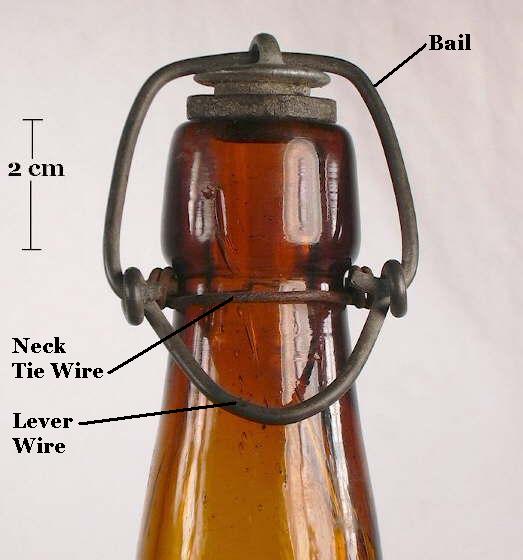
The tooled "funnel" shaped blob finish to the left is on a Mt. Hood Soda Water (Portland, OR.) that dates from around 1906-1911 (Fowler 1981,1998; Elliot & Gould 1988). The base of this bottle has an three digit mold mark (362 / H) which was thought to be a makers mark for the Holt Glass Works, which was allegedly destroyed by the April 18th, 1906 San Francisco earthquake (Toulouse 1971; Thomas 1998). However, that has since been found incorrect as the company expired in the 1890s long before that famous event. See the following link on this site for more information on Holt: https://sha.org/bottle/pdffiles/Holt.pdf This bottle also still has the wire Hutchinson closure in place - see Part III - Types of Bottle Closures for more information. (Note: There is possibly some dating refinement to be had related to the subtly varying conformation of blob finishes on Hutchinson sodas - at least in the Western US. For more information, consult Elliott & Gould's 1988 book entitled "Hawaiian Bottles of Long Ago" for more on this subject. Although developed for Hawaiian Hutchinson soda bottles, it has application elsewhere since all Hutchinson soda bottles used in Hawaii were imported, and largely from the U.S. mainland. As an example of this dating potential, the aqua blob finish pictured above (Mt. Hood Soda Water) was classified by Elliott & Gould as a "funnel top" since the finish itself is somewhat funnel like in its taper from top to bottom. They note that this style was used on bottles known to be dating from 1905 into the early 1910s - a date rage that fits with noted the company history. Those authors believe that the funnel finish was introduced and used by the Pacific Coast Glass Company (California) - a likely producer of this Oregon soda.) The applied blob finish in the upper left corner (blue-green bottle) is on an early soda/mineral water bottle embossed The Excelsior Water (possibly from San Francisco, CA.) that was most likely made in 1850s based on the improved pontil mark on the base (Markota 1994). This style of finish on this shape of bottle (a "blob soda" shape, though most made had round bodies instead of 8-sided) was very common and these bottles were made in a wide variety of colors for use throughout the United States primarily between 1850 and about 1885. The "blob soda" style was, however, made as early as the 1840s and as late as the early 20th century (McKearin & Wilson 1978; Illinois Glass Co. 1908, 1911).
The amber applied blob finish to the left is on a Warner's Safe Kidney & Liver Cure (Rochester, NY) that likely dates between 1885 and 1890 based on company history and diagnostic features (Wilson & Wilson 1971, Seeliger 1974). Though commonly found on Warner's medicinal products, blob finishes on medicinal bottles was not typical but did occur with enough frequency that one should be aware of it. Also see Tod von Mechow's exceptional website on early soda, mineral water and beer bottles at the following link for more information on specific diagnostic features of these type bottles - including the use of this finish type (which he terms a "rounded taper") - which can help refine the dating: http://www.sodasandbeers.com In particular, see his page on beer finish types - http://www.sodasandbeers.com/SABBottleLipsBeer.htm - and soda/mineral water finish types - http://www.sodasandbeers.com/SABBottleLipsSoda.htm . These pages help refine what this author has lumped together as simply "blob" finishes. |
Click here to return back to the Finish Types Link Bar.
|
Judging from the IMACS illustration, this two-part finish is distinguished by having a distinct gap between the upper, taller side flattened upper part and a lower, shorter flattened lower part or collar. The IMACS illustration has a much more distinct gap between the two parts than is exhibited by the finish to the left. Finishes approaching this shape could also be considered a variation of the double ring (#1) except with a distinct gap between the two portions of the finish and an upper (and sometimes lower like in the image to the left) portion having a flattened instead of a rounded outside surface. The examples of this style that have been observed appear to have been made the same way as the double ring except that the finish tooling formed a somewhat different - though functionally equivalent - shape. This would be caused, of course, by the finishing or finishing tool having the pads or jaw conformation to form this finish. This particular finish, appears to have been primarily used on mouth-blown liquor or ale bottles dating between about 1860 and 1890; possibly later (Wilson & Wilson 1968). This finish has also been observed on some foreign made wine or liquor bottles from the late 19th to early 20th century (empirical observations). It also occurs rarely on bitters and other larger sized patent/proprietary medicines from the same eras. The grooved ring finish pictured above is on a 3-piece mold ale or liquor bottle that was likely manufactured between 1865 and 1880. This bottle may or may not be American made, though this finish was used on similar American made bottles. The problem with the term grooved ring is that it is part of the name of another common finish type - the groove-ring wax seal (#31) finish - which is found on canning jars made during the last half of the 19th century and is not at all similar to this finish. It is probably better to simply describe this finish as a two-part finish with a taller band above and a shorter banded ring below as the second part. |
Click here to return back to the Finish Types Link Bar.
|
The flared ring finish - as illustrated in the IMACS - is somewhat similar to the champagne finish except that the band is rounded (not flat) and the lip or upper part above the band flares outward slightly at the bore. This is another two-part finish that is not often observed, at least on bottles within the date range covered by this website - American produced bottles from the 19th to mid-20th centuries. It could be considered a variation of the broad class of finishes known as string finishes (#35) which are often on bottles that are both non-American made and earlier than the era covered by this website. (For more information on early bottles that most frequently utilized this type finish - typically of English/Continental manufacture - consult the publication entitled Cylindrical English Wine & Beer Bottles 1735-1850 by Olive Jones (1986). In particular, see the Finishes and Necks section on pages 43-71. This entire book is now available as a pdf file on the Society for Historical Archaeology website at this link: http://www.sha.org/documents/Parks_Canada/Cylindrical English Wine and Beer Bottles - English.pdf ) The flared ring finish pictured to the left is on a European "onion" bottle (liquor) that dates between 1700 and 1730 (McKearin & Wilson 1978). This is a crude version of this finish style, but has the basic form. However, the age and origin of this bottle are outside the scope of this website, and thus it is not covered further. See string rim finish (#35) later in this section for more information. |
Click here to return back to the Finish Types Link Bar.
|
The three part stacked ring finish is seen most frequently on European made bottles, especially wine, liquor, and occasionally on mineral water or beer bottles. The pictured finish to the left is on an English mineral water bottle dating from the late 19th century. The picture to the right shows an alcohol laced (18%) medicinal bottle (Ferro-China-Berner Tonic) with intact contents and sealed with a foil capsule over the cork and finish. The two-part stacked ring finish is visible underneath the foil seal. This bottle dates from the early 20th century. Click Ferro-China-Berner tonic bottle to view a picture of this entire bottle, which the label states is from New York, though the bottle (and possibly contents) was most likely probably manufactured in Europe. In general, the stacked ring is a somewhat uncommonly used finish on American made bottles, but was observed now and then. |
Click here to return back to the Finish Types Link Bar.
|
To reduce the confusion on this website we call the finishes pictured here, with lower ring (or rings if there is two lower parts) which are roughly equal to the first (upper) part in height, the collared ring. Those with the second (lower) part distinctly taller than the first part are referred to as a reinforced extract finish (#10) (Whitall Tatum Co. 1902, 1909, 1913). Examples like that pictured above left which have the second part just ever so slightly taller than the first part could reasonably be called a "short" reinforced extract finish. However, we consider this a collared ring since the two parts are roughly equal in height. See the reinforced extract finish (#10) description for more information. This particular finish style as pictured is not real common on historic bottles with the exception of early 20th century druggist or prescription bottles where they are quite common. The above pictured tooled collared ring finish is on an early 20th century Oregon druggist bottle - ROTH DRUG CO. The shoulder is embossed with the stylized volume marking for 4 oz. and the base is embossed W. T. CO. / U. S. A. indicating manufacture by the Whitall, Tatum & Co. (Millville, NJ). This bottle, based on diagnostic features, very likely dates between 1910-1920, though could possibly date as late as 1925 as this exact style of bottle - known as "The Acme Prescription" - with an identical "reinforced lip" were still being offered as a plate mold in this size in their 1924-1925 catalog (Whitall Tatum Co. 1924). The "Acme" style was not offered in Whitall, Tatum & Co.'s 1909 and earlier catalogs so this bottle can date no earlier than about 1910. Empirical observations of numerous druggist bottles with this finish indicate that it was probably not made prior to about 1900 to 1905 but relatively common as a tooled finish up through the 1910s to at least as late as 1925 (Whitall Tatum Co. 1892, 1902, 1924; Pollard 1993; Fletcher 1994; Preble 2002). However.....
Later bottle manufacturing catalogs show this style (with a single or double lower collar) available as a machine-made finish through at least the mid-1930s (Illinois Glass Company 1920, Owens Bottle Company 1928, Owens-Illinois Glass Company 1935). Click machine-made finishes to see an illustration from a 1920 Illinois Glass Company catalog that shows an array of different finishes offered on their machine-made wares, including what they call a "Standard Finish" (top row, second from the right) which is a three-part collared ring. Somewhat confusing, eh? |
Click here to return back to the Finish Types Link Bar.
|
This finish is almost identical to the brandy finish (#12) covered earlier except that the tall upper finish portion has no taper to it - all portions of the upper finish have essentially the same diameter. Obviously, these two similar finishes (brandy & straight brandy) can gradate into each other on the same style bottles depending on the intent and care of the glass workers. The same bottle, blown in the same mold could also have either type finish depending on the whims or skills of the gaffer. Click HERE to open a pop-up window with a picture of a distinct brandy finish for a comparison. The straight brandy finish can be found on the same assortment of bottles as noted for the regular (tapered) brandy finish, i.e., all shapes and sizes of liquor bottles and flasks, many types of medicinal bottles (particularly larger sizes), and occasionally other types of bottles. Like the oil finish (#11), the brandy & straight brandy finishes are rarely if ever seen on ink or perfume/cologne bottles, wide mouth food bottles, beer bottles, and druggist and drugstore bottles. Empirical observations indicate that the straight brandy was most commonly utilized on large (fifth to quart size) round, square, and rectangular mouth-blown liquor bottles made from the 1890s to National Prohibition (1920). This finish on liquor bottles is frequently found with helical threads inside the bore. When these threads are present, a straight brandy finish could also be known as an inside thread finish (#29); see that description on page 3 of this section. The finish (without threads) is also occasionally found on machine-made liquor bottles of similar size and form made during ("medicinal use only") and for a time after repeal of Prohibition in 1933. The tooled straight finish pictured is on an Oregon Importing Co. (Portland, OR.) cylinder quart liquor bottle that dates between 1904 and 1906 as it was apparently made by the Holt Glass Company (initial "H" embossed on the base) which was destroyed by the 1906 San Francisco earthquake. The Oregon Importing Company continued in business until Oregon implemented statewide Prohibition in 1915 (Thomas 1998a). This is a typical version of this finish type with a very tall upper finish portion that has little to no taper towards the top of the finish. |
Click here to return back to the Finish Types Link Bar.
This is the end of the 25 IMACS illustrated finish types.
The next page has additional finishes not specifically covered by the IMACS
guide but distinct enough to warrant coverage.
Click here to move to the third (and last) page of Part II: Types or Styles
of Finishes.
Return to the Main Bottle Finishes & Closures page.
Return to
the top of this page.
SEARCHING THIS WEBSITE:
To do a word/phrase
or image search of this website
one must use the following Google search link:
Search the SHA/BLM Historic Glass Bottle Identification & Information
Website
(Note: Search results for this website will be just below the
final top-of-the-page Google paid ads.)
1/1/2024
This website created and managed by:
Bill Lindsey
Bureau of Land Management (retired) -
Klamath Falls, Oregon
Questions? See
FAQ #21.
Copyright © 2024 Bill Lindsey. All rights reserved. Viewers are encouraged, for personal or classroom use, to download limited copies of posted material. No material may be copied for commercial purposes. Author reserves the right to update this information as appropriate.

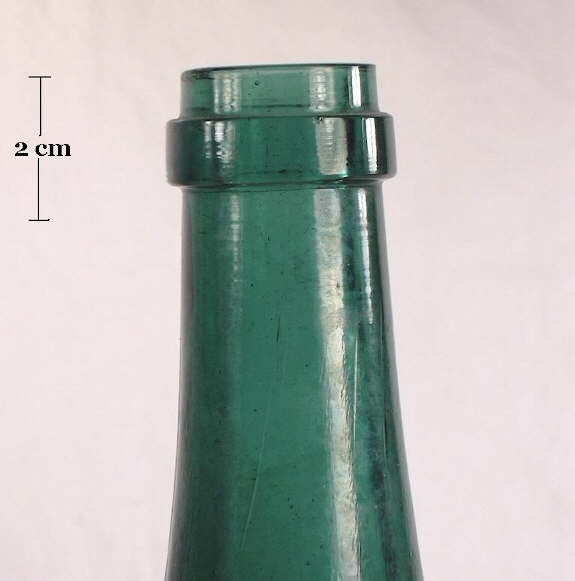
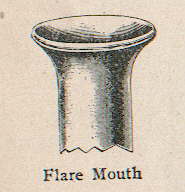 As noted above, the
one-part flare finish, the
straight finish (#15), and the globular flare finish (#13) are
often just subtle variations of the same finish type. The flare finish is
distinguished by the distinct flaring out of the upper portion of the finish
so that that the orifice or bore is distinctly wider than the
neck portion immediately below the bore and rim, but not so much that it is
a flared finish (aka wide prescription (#5)). This is portrayed well by the
picture to the left and the illustration to the right. There are several
distinct variations of this finish as discussed and pictured in this box.
As noted above, the
one-part flare finish, the
straight finish (#15), and the globular flare finish (#13) are
often just subtle variations of the same finish type. The flare finish is
distinguished by the distinct flaring out of the upper portion of the finish
so that that the orifice or bore is distinctly wider than the
neck portion immediately below the bore and rim, but not so much that it is
a flared finish (aka wide prescription (#5)). This is portrayed well by the
picture to the left and the illustration to the right. There are several
distinct variations of this finish as discussed and pictured in this box.